undefined
Similar Products






Description
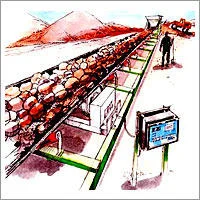
Our premium belt weighing systems represent precision engineering excellence manufactured in Chennai for industrial weighing applications. These advanced systems provide accurate c...
Our premium belt weighing systems represent precision engineering excellence manufactured in Chennai for industrial weighing applications. These advanced systems provide accurate continuous weighing of bulk materials on conveyor belts, offering reliable performance in demanding environments. Designed with robust construction and state-of-the-art electronics, our belt weighers ensure consistent measurement accuracy for various material types and flow rates. The systems feature easy integration with existing conveyor setups and provide real-time data for process optimization and inventory management, making them ideal for operations requiring uninterrupted material handling and precise measurement capabilities. These belt weighing solutions find extensive application across multiple industries including mining, cement production, food processing, chemical manufacturing, and aggregate handling. In mining operations, they monitor ore transportation and production output with exceptional accuracy. Cement plants utilize them for raw material proportioning and finished product tracking to maintain quality standards. Food processing facilities rely on these systems for accurate ingredient measurement and quality control, while chemical plants benefit from precise material consumption analysis and production monitoring capabilities. The business value of our belt weighing systems lies in their proven reliability, measurement accuracy, and operational efficiency. These systems significantly reduce material waste through precise measurement, optimize production processes for better throughput, and ensure compliance with industry quality standards. The durable construction minimizes maintenance requirements and operational downtime, while the robust design ensures long-term performance in challenging industrial environments. Our manufacturing expertise guarantees each system delivers consistent performance and operational efficiency for your material handling requirements. Key Features: - High precision load cells for accurate weight measurement - Robust construction suitable for harsh industrial environments - Customizable design to fit specific conveyor configurations - Real-time data output for process monitoring and control - Weatherproof and dustproof enclosures for outdoor applications Benefits: - Reduced material waste through precise measurement accuracy - Optimized production processes and improved throughput - Minimal maintenance requirements and operational downtime - Long-term reliability in challenging industrial conditions - Enhanced operational efficiency and cost savings
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Premium belt weighing systems provide continuous monitoring and precise measurement of bulk materials across industrial operations. These high-accuracy scales integrate seamlessly with conveyor systems to track material flow rates and total throughput without disrupting production processes. They deliver reliable performance in demanding environments while maintaining consistent measurement accuracy under varying load conditions and operational parameters. These industrial weighing solutions serve critical functions in mining operations, cement manufacturing, food processing facilities, and chemical plants. They enable accurate inventory management, production optimization, and quality control through real-time data collection. The systems help maintain consistent product quality while ensuring compliance with production specifications and operational standards across diverse industrial applications. - Continuous ore and mineral transportation monitoring in mining operations - Precise raw material proportioning and batching in cement manufacturing - Bulk ingredient flow measurement for grains and powders in food processing - Production output tracking and material consumption analysis in chemical plants - Accurate shipment weighing and loadout verification in aggregate industries
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Best Systems And Services, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Premium Belt Weighing Systems High Accuracy Industrial Scales
Premium belt weighing systems from Chennai manufacturer offer high accuracy industrial scales for bulk material handling in mining, cement, and food processing industries with reliable performance and durable construction.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Best Systems And Services Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer