undefined
Similar Products








Description
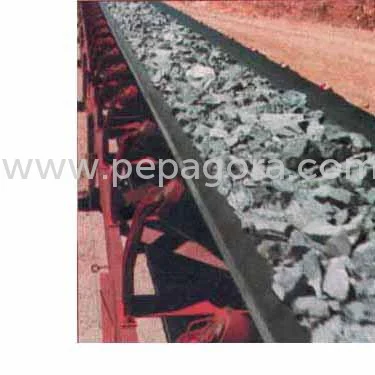
Bulk Material Handling Belt Conveyors are the cornerstone of efficient industrial logistics, designed to move large volumes of materials continuously and reliably. These systems ut...
Bulk Material Handling Belt Conveyors are the cornerstone of efficient industrial logistics, designed to move large volumes of materials continuously and reliably. These systems utilize a durable, endless belt driven by pulleys to transport diverse bulk goods—from mined ores and agricultural produce to manufactured components—over significant distances. Their fundamental advantage lies in providing a steady, high-capacity flow that reduces manual handling and operational bottlenecks. Engineered for durability, they feature robust frames, high-tensile belts, and reliable drive systems capable of 24/7 operation in challenging environments. This makes them an indispensable asset for industries where moving material efficiently directly impacts throughput and profitability. These conveyors are critical across heavy industries. In mining, heavy-duty versions move thousands of tons of raw material daily from extraction points to processing facilities. Agricultural operations deploy them for handling harvests, efficiently moving grains from combines to dryers and into storage, preserving quality and reducing loss. Manufacturing plants integrate them into automated production lines for precise movement of parts and finished goods. The construction sector relies on them for aggregate handling at sites and batch plants, while ports use large-scale systems for rapid ship loading and unloading. Their design can be tailored to meet specific industry standards, including food-grade specifications or explosion-proof requirements for certain materials. The business value is clear: these conveyors offer a superior return on investment by slashing operational costs and boosting efficiency. They dramatically reduce reliance on manual labor and intermittent vehicle-based transport, leading to lower long-term expenses and fewer workplace injuries. Their energy-efficient drives consume less power compared to alternative systems, and their high reliability minimizes costly unplanned downtime. The inherent simplicity of the belt conveyor design translates to easier maintenance and longer service life, protecting your capital investment. By ensuring a consistent, predictable flow of materials, they enable better production planning, inventory management, and overall operational control, directly strengthening your competitive edge. Key Features: - Heavy-duty construction with reinforced frames and idlers for continuous, high-tonnage operation. - Customizable in length, width, belt type, and incline to match specific layout and material needs. - Selection of belt materials (rubber, PVC, steel cord) suited for different materials and conditions. - Energy-efficient motor and drive systems designed to minimize power consumption. - Integrated safety systems including emergency stop cords, guards, and slip detection. Benefits: - Significantly lowers cost-per-ton for material transport compared to manual or vehicle-based methods. - Enables continuous, high-volume material flow, eliminating bottlenecks and boosting overall plant throughput. - Reduces manual handling, improving workplace safety and freeing personnel for higher-value tasks. - Delivers reliable, predictable operation with minimal downtime, ensuring production schedules are met. - Offers a durable, long-lasting solution with straightforward maintenance, providing excellent long-term value.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Bulk material handling belt conveyors provide a continuous, automated flow for moving large volumes of raw and processed materials. They are engineered to integrate seamlessly into existing production lines, warehouses, and distribution hubs, minimizing manual labor and streamlining operations from intake to dispatch. Their robust design ensures consistent performance in demanding environments, handling everything from fine powders to heavy aggregates with precision. These conveyor systems are highly adaptable to diverse operational layouts and material characteristics. They efficiently manage transfers across horizontal paths, inclines, and declines, maintaining material integrity throughout the journey. Built to withstand harsh conditions, they deliver reliable service where other transport methods may falter, ensuring uninterrupted productivity in critical industrial processes. Real-world applications: - Mining: Transporting extracted coal, metallic ores, and minerals from pit to crusher or processing plant. - Agriculture: Moving harvested grains, seeds, and bulk produce through drying, cleaning, and into storage silos. - Manufacturing: Conveying assembly line components, parts, and finished products between production stages and packaging areas. - Recycling Facilities: Sorting and transferring materials like plastics, metals, and paper through shredding, separation, and baling processes. - Ports & Terminals: Loading and unloading bulk cargo such as fertilizers, grains, and aggregates between ships, trucks, and storage yards.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Advance Dynamics, New Delhi
 New Delhi, India
New Delhi, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Bulk Material Handling Belt Conveyors For Mining Agriculture Manufacturing
Bulk Material Handling Belt Conveyors efficiently transport high-tonnage materials like ores, grains, and manufactured goods over long distances for mining, agriculture, and manufacturing industries, offering reliable performance at lower operational cost.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Advance Dynamics New Delhi, India
New Delhi, India
Industrial Equipment & MachineryManufacturer