₹
Apparel & Fashion
Loading subcategories...
View More

Description
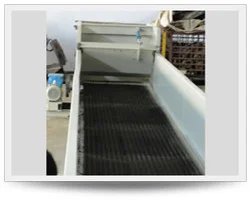
Our premium belt conveyor for humidification systems represents engineering excellence specifically designed for cotton industry applications. Built to withstand demanding industri...
Our premium belt conveyor for humidification systems represents engineering excellence specifically designed for cotton industry applications. Built to withstand demanding industrial environments, this conveyor ensures reliable performance in high-humidity conditions where controlled moisture application is crucial for quality production. The system features robust construction that maintains precise material transport while operating continuously in challenging conditions. Available in various specifications to meet different production requirements, from small-scale operations to large industrial facilities, ensuring seamless integration into existing production lines for maximum efficiency in material handling processes. Primarily serving the textile and cotton processing industries, these belt conveyors are indispensable in facilities where controlled humidification is essential for maintaining product quality. They efficiently transport raw cotton and intermediate products through humidification stages, ensuring consistent moisture distribution for optimal processing results. The system also finds valuable applications in agricultural processing plants and various manufacturing facilities that require reliable bulk material transport in humid conditions. Its versatility extends to handling different materials including raw cotton, semi-finished textiles, and other moisture-sensitive products, making it suitable for multiple industrial sectors with specific environmental control requirements. The business value of our humidification belt conveyors lies in their proven reliability and operational efficiency that directly impact your bottom line. These systems significantly reduce labor costs through automated material handling while ensuring consistent product quality through controlled humidification processes. The durable construction minimizes maintenance requirements and operational downtime, providing substantial long-term savings and excellent return on investment through improved production efficiency. Each system delivers reliable performance that reduces material handling errors and enhances overall operational productivity, making them ideal solutions for businesses seeking to optimize their material handling capabilities in demanding industrial environments. Key Features: - Robust construction designed for high-humidity industrial environments - Engineered for efficient bulk material transportation systems - Reliable performance in demanding cotton processing applications - Durable components ensuring long service life - Compatible with various humidification system configurations Benefits: - Reduced labor costs through automated material handling - Consistent product quality via controlled humidification processes - Minimal maintenance requirements and operational downtime - Improved production efficiency and reduced handling errors - Long-term operational savings and excellent return on investment
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This belt conveyor system excels in textile manufacturing environments, particularly cotton processing facilities where controlled humidification is essential. It maintains consistent operational reliability while transporting materials through moisture treatment stages, ensuring optimal processing conditions throughout production cycles with minimal downtime. Beyond textile applications, these conveyors serve agricultural processing plants and manufacturing facilities requiring robust material handling in humid conditions. The system accommodates various production scales and material types, providing versatile solutions for industries where moisture control and reliable transportation are critical to operational success. - Cotton yarn manufacturing plants for controlled humidification during processing - Textile mills handling raw cotton through moisture treatment stages - Bulk material transportation in high-humidity industrial environments - Agricultural processing facilities for moisture-sensitive product handling - Manufacturing plants requiring consistent material flow in humid conditions
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Bajaj Steel Industries Limited, Maharashtra
 Maharashtra, India
Maharashtra, India
Food & Agriculture•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Cotton Industry Belt Conveyor For Humidification Systems High Durability
Premium cotton industry belt conveyor for humidification systems delivers high durability and reliable performance. Engineered for efficient bulk material transport in demanding industrial environments while reducing labor costs.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bajaj Steel Industries Limited Maharashtra, India
Maharashtra, India
Food & AgricultureManufacturer