undefined

Similar Products






Description
Our premium food-grade PVC belt conveyors are specifically engineered for hygienic material handling in demanding food processing environments. These advanced systems feature high-...
Our premium food-grade PVC belt conveyors are specifically engineered for hygienic material handling in demanding food processing environments. These advanced systems feature high-quality PVC belts that exceed strict hygiene standards, ensuring direct product contact without contamination risks. Engineered for maximum reliability and operational efficiency, they offer seamless integration into existing production lines with standard configurations to suit diverse operational requirements. The robust construction combined with easy maintenance design makes them the trusted choice for businesses seeking durable, cost-effective conveying solutions that deliver long-term performance. These conveyors serve critical functions across multiple food industry sectors including food processing plants, packaging facilities, beverage production lines, commercial bakeries, confectionery manufacturers, and dairy operations. They efficiently handle various products from raw ingredients and processed foods to packaged goods, beverages, baked items, and dairy products. Industries depend on them for essential applications including washing, cutting, cooking, cooling, labeling, sealing, filling, capping, and storage operations, ensuring smooth and efficient material flow throughout the entire production cycle while maintaining strict hygiene protocols. The business value of our belt conveyors lies in their proven ability to enhance operational efficiency, significantly reduce downtime, and lower long-term maintenance costs. Their reliable performance ensures consistent product movement, minimizing production bottlenecks and supporting high throughput requirements. Standard configurations allow for optimal adaptation to specific workflow needs, while the hygienic design fully complies with industry regulations and standards. This builds trust with serious buyers who prioritize quality, durability, and return on investment in their material handling equipment decisions. Key Features: - Food-grade PVC belts meeting strict hygiene standards for direct product contact - Standard lengths and widths available to fit common operational needs - Robust construction designed for long-term reliability and heavy-duty performance - Easy maintenance design reducing downtime and service requirements - Seamless integration capabilities with existing production line equipment Benefits: - Enhanced food safety through hygienic material handling and contamination prevention - Improved operational efficiency with consistent product movement and minimal downtime - Reduced maintenance costs through durable construction and easy service access - Reliable performance supporting continuous production and high throughput requirements - Compliance with industry standards ensuring regulatory acceptance and operational trust
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our hygienic PVC belt conveyors are engineered for safe material handling in food production environments where contamination prevention is critical. They maintain product integrity while transporting ingredients and finished goods through various processing stages with consistent reliability and minimal downtime. These systems are designed to handle diverse food products including baked goods, dairy items, beverages, and confectionery with precision and care. Their adaptable design supports various layout requirements and capacity needs while ensuring compliance with strict industry hygiene standards. Real-world applications: - Food processing plants for moving ingredients through washing, cutting, cooking, and cooling stages - Packaging facilities for transporting items to labeling, sealing, and boxing stations efficiently - Beverage production lines for handling bottles, cans, and containers during filling and capping processes - Bakery operations for conveying dough and baked goods through ovens and cooling tunnels - Dairy product handling for moving milk, cheese, and yogurt in processing and packaging areas
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Accuweigh Automation & Solutions Pvt Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Construction•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
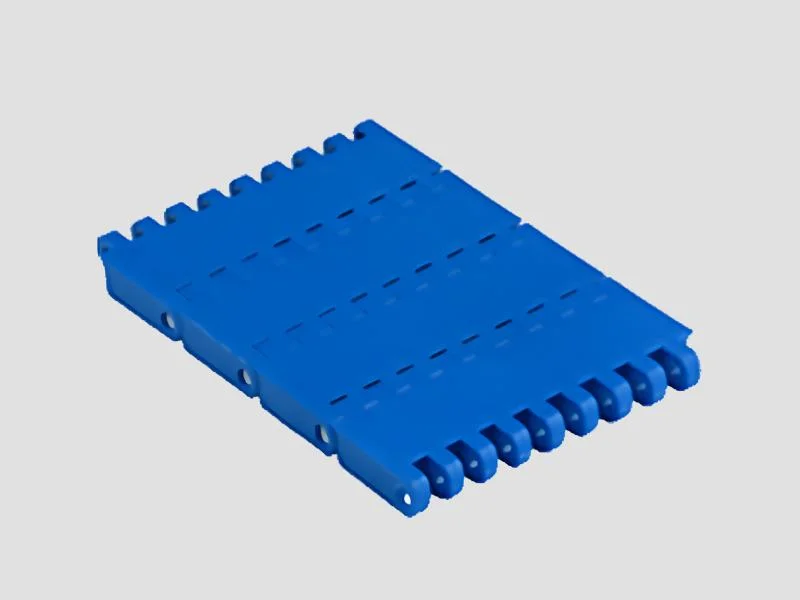
Food Processing Hygienic PVC Belt Conveyors For Material Handling
Food-grade PVC belt conveyors for hygienic material handling in food processing and packaging industries. These reliable systems feature easy maintenance and seamless integration for efficient production line operations.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Accuweigh Automation & Solutions Pvt Ltd Maharashtra, India
Maharashtra, India
ConstructionManufacturer