₹
Apparel & Fashion
Loading subcategories...
View More
Description
Our industrial batching systems represent advanced precision technology for ingredient handling, designed specifically for operations where accurate material proportioning directly...
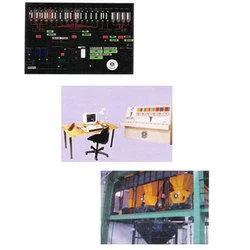
Our industrial batching systems represent advanced precision technology for ingredient handling, designed specifically for operations where accurate material proportioning directly impacts final product quality. These PLC-based computerized systems utilize high-precision load cells to measure material quantities in batch hoppers, transmitting real-time data to central control computers that manage operations according to specific recipes. The plant mimic feature on PC screens provides continuous operational status monitoring, while sophisticated software collects comprehensive data and generates detailed production reports. This integration of hardware and software ensures consistent batch quality while maintaining user-friendly operation for production staff across various industrial settings. These batching systems serve multiple industries where precise material handling is critical to operational success. In animal feed production, they ensure accurate nutrient mixing for optimal animal nutrition outcomes. Food processing facilities rely on them for consistent recipe execution and quality control. Chemical manufacturing plants benefit from their precise material blending capabilities while maintaining strict safety protocols. The construction industry utilizes these systems for exact aggregate and cement proportioning in concrete production, while pharmaceutical manufacturers depend on them for precise component measurement in drug formulation processes that require absolute accuracy. The operational value of our batching systems lies in their proven reliability, customization capabilities, and efficiency improvements. These systems significantly reduce material waste through precise measurement technology while minimizing human error through comprehensive automation. The capacity for customization ensures perfect adaptation to existing facility layouts and specific production requirements. With robust construction and reliable performance across all technical parameters, these systems deliver long-term operational savings while maintaining consistent output quality that meets industry standards and regulatory compliance requirements across multiple sectors. Key Features: - PLC-based computerized control system for precise operation management - High-precision load cells for accurate material quantity measurement - Real-time PC monitoring with plant mimic display for operational visibility - Customizable software for recipe management and data acquisition - Robust construction with capacity customization options Benefits: - Consistent product quality through precise ingredient measurement - Reduced material waste and operational cost savings - Minimized human error through automated control systems - Enhanced production efficiency and throughput capacity - Reliable performance with long-term operational durability
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial batching systems provide precise ingredient measurement and automated mixing for operations requiring consistent product quality. The automated weighing and control mechanisms ensure accurate recipe adherence while reducing human error, maintaining production efficiency across various material types and batch sizes. These systems handle everything from small specialty batches to large-scale continuous production runs with reliable performance and operational consistency. These precision batching solutions serve diverse industrial sectors including feed mills, food processing plants, chemical manufacturing, and construction materials production. The systems adapt to various operational requirements with customizable software interfaces that integrate seamlessly with existing production lines. Comprehensive data tracking and reporting capabilities support quality assurance and process optimization across different industrial environments and production scales. - Animal feed manufacturing for precise nutrient mixing and formulation consistency - Food processing facilities for accurate ingredient batching in recipe production - Chemical industry for controlled material blending with safety protocols - Construction materials production for aggregate and cement proportioning - Pharmaceutical manufacturing for exact component measurement in formulations
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Paragon Mech Industries, Gujarat
 Gujarat, India
Gujarat, India
Food & Agriculture•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Batching Systems For Precise Ingredient Handling And Mixing
Industrial batching systems deliver precise ingredient handling and mixing with PLC-based control, load cell accuracy, and real-time monitoring for consistent quality in feed production and material processing applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Paragon Mech Industries Gujarat, India
Gujarat, India
Food & AgricultureManufacturer



