undefined

Similar Products







Description
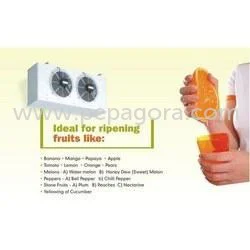
Our Commercial Banana Ripening Machine represents advanced fruit processing technology designed for businesses requiring precision and efficiency. The system utilizes high humidity...
Our Commercial Banana Ripening Machine represents advanced fruit processing technology designed for businesses requiring precision and efficiency. The system utilizes high humidity forced air circulation combined with specialized coil technology to create optimal ripening conditions. Within the gas-tight chamber, temperature, humidity, and ethylene concentrations are precisely controlled to achieve uniform ripening across entire batches. The standard five-day cycle significantly accelerates the natural process while maintaining fruit quality and extending shelf life. This machine supports dual operation methods - either through an integrated ethylene generator or via an automated centralized system using ethylene gas cylinders - providing flexibility for different operational scales and preferences. Built for commercial volumes, it delivers consistent performance that traditional methods cannot match. This ripening technology serves critical functions across multiple industry segments. Large-scale fruit importers and distributors rely on these systems to manage inventory and ensure continuous supply to retail chains and supermarkets. Agricultural cooperatives use them to meet contractual quality standards and delivery timelines with predictable results. Wholesale fruit markets implement these chambers to maintain consistent product availability for their retail customers. Food processing companies integrate them into production lines to ensure bananas reach ideal ripeness for manufacturing products like baby food, baked goods, and prepared desserts. The robust construction makes these machines suitable for demanding environments including port warehouses, distribution centers, and processing facilities. The business value of this ripening machine lies in its direct impact on operational efficiency and profitability. It enhances supply chain reliability by minimizing ripening failures and product loss, ensuring higher returns on investment. The precise control systems reduce energy consumption and maintenance requirements over the long term. By guaranteeing predictable ripening cycles, businesses can optimize inventory management and reduce waste significantly. The consistent quality output supports premium pricing in the market and strengthens customer relationships through reliable delivery. This technology empowers businesses to plan their operations with confidence while maximizing the value of their produce through superior quality control from reception to dispatch. Key Features: - High humidity forced air circulation system with specialized coil technology for uniform ripening - Gas-tight chamber construction ensures precise control of ethylene and CO2 concentrations - Dual operation support for integrated ethylene generator or automated centralized gas cylinder system - Standard five-day ripening cycle enables quick turnover and efficient inventory management - Robust commercial-grade construction designed for high-volume operations and long-term reliability Benefits: - Achieves consistent, uniform ripening across entire batches with minimal quality variation - Reduces product loss and waste through precise environmental control and monitoring - Accelerates processing time with five-day cycles compared to traditional methods - Supports flexible operation methods to suit different facility layouts and volume requirements - Delivers long-term reliability with durable construction and efficient energy usage
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our commercial banana ripening chambers are engineered for high-volume operations where consistency and speed are critical. The forced air circulation and humidity control systems ensure every banana in the batch ripens uniformly, eliminating uneven spots and quality variations. This technology is essential for businesses supplying fresh produce markets, supermarkets, and food service providers who need predictable inventory flow and reduced spoilage rates. The five-day standard cycle allows for precise planning and faster turnover compared to traditional ripening methods. These systems serve diverse sectors within the fruit supply chain, from importers managing long-distance shipments to regional distributors supplying local markets. Agricultural cooperatives use them to add value to their harvests, while wholesale operators rely on them for consistent quality delivery. The machines integrate smoothly into existing logistics and warehouse operations, maintaining product integrity from reception to dispatch. This control over the ripening process helps businesses meet strict delivery schedules and customer quality expectations reliably. - Supermarket distribution centers use these chambers to ripen green bananas to perfect shelf-ready condition for store deliveries. - Fruit importers activate ripening upon arrival to compensate for transit times and meet promised delivery dates. - Wholesale fruit markets maintain consistent ripe banana inventory to supply retailers with reliable, ready-to-sell produce. - Food manufacturers utilize controlled ripening for processing bananas into purees, desserts, and other value-added products. - Agricultural exporters ripen bananas before shipping to access premium markets and higher price points for ready-to-eat fruit.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Mech Air Industries, Gujarat
 Gujarat, India
Gujarat, India
Food & Agriculture•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Commercial Banana Ripening Machine With High Humidity Forced Air
Commercial Banana Ripening Machine with high humidity forced air and special coil technology delivers uniform ripening in 5 days. Ideal for fruit wholesalers and distributors requiring reliable, efficient processing with consistent quality results.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Mech Air Industries Gujarat, India
Gujarat, India
Food & AgricultureManufacturer