₹
Apparel & Fashion
Loading subcategories...
View More
Description
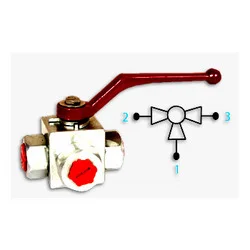
The Industrial High Pressure 2 Way Ball Valve represents engineering excellence in fluid control technology, specifically designed to handle extreme pressure environments up to 350...
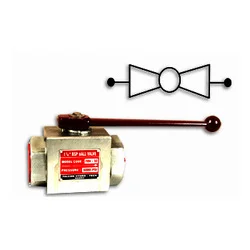
The Industrial High Pressure 2 Way Ball Valve represents engineering excellence in fluid control technology, specifically designed to handle extreme pressure environments up to 350 Bar. This high-performance valve features a precision-engineered ball mechanism that rotates via reliable spindle control, providing effective bidirectional flow restriction. The valve ensures complete sealing in both directions, making it ideal for applications where flow direction may change or where system safety requires absolute isolation capabilities. Built to withstand the most demanding operational conditions, it maintains integrity through repeated cycling and extreme pressure fluctuations without compromising performance or safety standards. The robust construction and thoughtful design make this valve a dependable choice for industries where failure is not an option and consistent performance is mandatory for operational success. This versatile valve serves critical functions across multiple industrial sectors, particularly in oil and gas operations where it manages high-pressure pipelines, drilling equipment, and refining processes. Manufacturing facilities utilize it extensively in hydraulic systems for heavy machinery, while water treatment plants rely on its superior sealing capabilities for distribution control and pressure management. The chemical processing industry values its ability to handle aggressive fluids and corrosive media, and power generation facilities implement it for cooling systems, fuel lines, and auxiliary processes. Its adaptability makes it suitable for any application requiring reliable high-pressure fluid management with minimal maintenance requirements, from mining operations to industrial processing plants and beyond. The business value of this ball valve lies in its exceptional reliability and reduced total cost of ownership throughout its operational lifespan. Engineered for longevity and durability, it minimizes operational downtime through robust construction and simple, effective operational mechanics. Businesses benefit from reduced maintenance costs, improved safety compliance, and enhanced system efficiency through precise flow control and leak prevention capabilities. The valve's design focuses on operational efficiency, allowing for quick installation and easy maintenance while ensuring consistent performance under the most demanding conditions. This translates to improved productivity, reduced operational risks, and better return on investment for companies relying on high-pressure fluid control systems in their daily operations. Key Features: - 350 Bar maximum pressure rating for extreme pressure applications - Bidirectional flow restriction capability for versatile installation - Durable block-type construction for enhanced longevity - Precision spindle-operated ball movement for accurate control - Full open/close positioning mechanism to protect sealing components Benefits: - Enhanced operational safety through reliable bidirectional sealing - Reduced maintenance requirements and extended service life - Improved system efficiency with precise flow control capabilities - Minimal downtime due to robust construction and simple operation - Cost-effective performance in demanding industrial environments
Specifications
| Attribute | Value |
|---|---|
| Pressure | 350 Bar |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This industrial-grade 2-way ball valve is engineered for precise fluid management in extreme pressure environments reaching 350 Bar. Its bidirectional sealing capability ensures safe operation regardless of flow direction, while the robust block-type construction provides exceptional durability under demanding conditions. The valve maintains system integrity through repeated cycling and pressure fluctuations without performance compromise, making it ideal for critical industrial systems where reliability is paramount. The valve's simple spindle-operated mechanism enables quick open-close cycling, significantly reducing downtime during maintenance procedures or emergency shutdowns. This design prioritizes operational safety by preventing partial opening that could damage sealing components, ensuring long-term reliability. Industries benefit from its versatile application across hydraulic systems, process pipelines, and heavy machinery where consistent performance under high pressure is essential for operational continuity and safety compliance. - Hydraulic power units in manufacturing equipment requiring precise pressure control - Oil and gas pipeline systems for safe flow isolation during maintenance operations - Water treatment facilities managing high-pressure fluid distribution networks - Industrial machinery requiring reliable shut-off valves for safety protocols - Chemical processing systems handling aggressive fluids with bidirectional flow requirements
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Arihant Sales Corporation, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerTrading CompanyDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial High Pressure 2 Way Ball Valve 350 Bar Bidirectional Flow
Industrial High Pressure 2 Way Ball Valve delivers 350 Bar bidirectional flow control for demanding oil, gas, and manufacturing applications with reliable block-type construction and precise spindle operation.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Arihant Sales Corporation Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer