undefined
Similar Products




Description
Industrial balance weave conveyor belts represent the industry standard in wire mesh conveying systems, combining proven spiral construction with exceptional versatility. These bel...
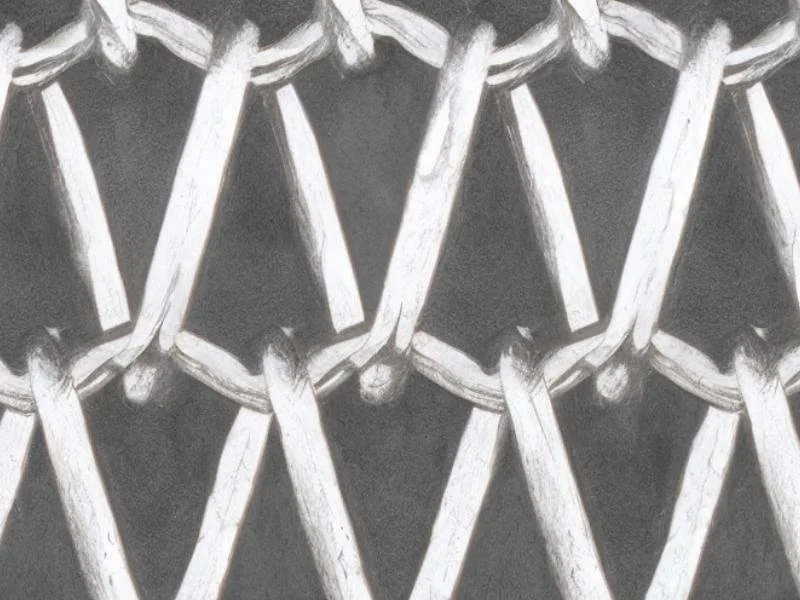
Industrial balance weave conveyor belts represent the industry standard in wire mesh conveying systems, combining proven spiral construction with exceptional versatility. These belts feature alternating left and right-hand spirals interwoven with crimped cross rods, creating a stable yet flexible conveying surface that maintains integrity under continuous operation. Available in stainless steel, carbon steel, galvanized steel, and specialized alloys like Inconel, these belts provide reliable solutions for virtually any industrial environment. The open mesh design facilitates superior airflow and drainage while offering medium to heavy load capacity, making them suitable for both straightforward material handling and complex processing applications. Their robust construction ensures long-term reliability while accommodating various operational requirements. Across multiple industrial sectors, balance weave belts demonstrate remarkable adaptability and performance consistency. In food processing facilities, they facilitate baking, drying, freezing, and washing operations where hygiene standards and efficient drainage are paramount. Metalworking industries depend on these belts for heat treatment, quenching, and tempering processes that demand thermal stability up to 1200°C. The glass and ceramics manufacturing sector utilizes these belts for annealing and firing applications, while chemical and pharmaceutical operations benefit from their corrosion resistance in drying conveyors. Foundry, forging, and packaging industries consistently choose balance weave belts for their exceptional durability in demanding material handling environments, proving their value across temperature extremes and challenging operational conditions. The business value of balance weave belts lies in their proven reliability, reduced maintenance requirements, and extended service life that translates to lower total cost of ownership. Their efficient yet robust design minimizes operational downtime while delivering consistent performance across diverse applications. The availability in multiple materials and surface finishes ensures selection of the optimal configuration for specific operational needs, whether requiring polished surfaces for easy cleaning or matte finishes for particular friction requirements. These belts represent a strategic investment for operations seeking conveyor solutions that deliver both immediate performance benefits and long-term value through durability and minimal maintenance demands, ensuring continuous productivity and operational efficiency. Key Features: - Alternating left and right-hand spiral weave construction with crimped cross rods for enhanced stability - Open mesh design promoting optimal airflow, efficient drainage, and effective heat transfer capabilities - Multiple material options including stainless steel, carbon steel, galvanized steel, and Inconel alloys - High temperature resistance up to 1200°C for stainless steel and Inconel material variants - Flexibility for straight running or curve conveying with medium to heavy load capacity ratings Benefits: - Reduced maintenance costs through durable construction and reliable long-term performance - Enhanced processing efficiency with excellent airflow and drainage characteristics - Versatile application across multiple industries and varying temperature conditions - Extended service life and consistent operation under continuous use scenarios - Customization availability to match specific operational requirements and environmental conditions
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Material | Stainless Steel / Carbon Steel / Galvanized Steel / Inconel |
| Construction | Left & Right-hand spiral weave with crimped cross rods |
| Mesh Type | Open mesh design for airflow & drainage |
| Load Capacity | Medium to Heavy Duty |
| Temperature Resistance | High (up to 1200°C for SS/Inconel) |
| Surface Finish | Polished / Matte |
| Flexibility | Straight running or curve conveying |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Balance weave conveyor belts deliver reliable performance across demanding industrial environments where durability meets functionality. The open mesh construction enables superior airflow, efficient liquid drainage, and effective heat transfer while maintaining structural integrity during continuous operation. The alternating spiral design with crimped cross rods ensures stability and consistent performance in both straight-line and curved conveying systems. These belts excel in applications requiring exceptional temperature resistance, corrosion protection, and straightforward cleaning procedures. From food processing facilities to metal treatment operations, the balance weave configuration handles medium to heavy loads while facilitating efficient processing, cooling, and drainage functions. Available in various materials and surface finishes, these belts adapt to specific industry requirements and operational conditions with proven reliability. - Food processing operations including baking, drying, freezing, and washing where hygiene and drainage are critical - Metalworking applications for heat treatment, quenching, and tempering processes requiring high temperature resistance - Glass and ceramics manufacturing for annealing and firing applications demanding thermal stability - Chemical and pharmaceutical drying conveyors needing corrosion resistance and easy cleaning protocols - Foundry, forging, and packaging operations requiring durable material handling solutions
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Spectra Plast India, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Industrial Balance Weave Conveyor Belt Stainless Steel Open Mesh High Temp
Industrial balance weave conveyor belt with stainless steel open mesh design offers high temperature resistance up to 1200°C for demanding applications. Features medium to heavy-duty construction with optimal airflow and drainage capabilities.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Spectra Plast India
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer