₹
Apparel & Fashion
Loading subcategories...
View More
Description
The API Oil-Water Separator 150 Micron is a gravity-based industrial wastewater treatment system engineered for reliable removal of free-floating oils and suspended solids. Operati...
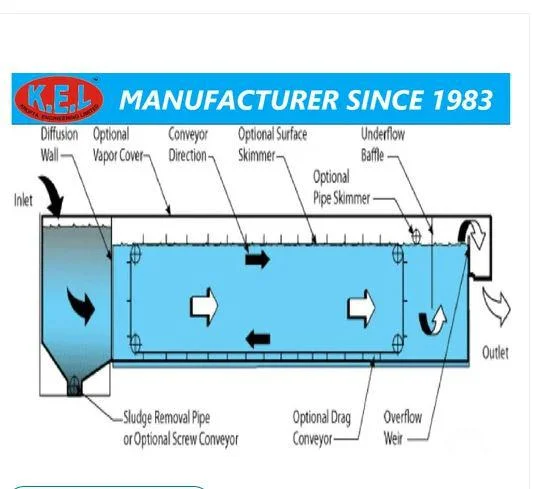
The API Oil-Water Separator 150 Micron is a gravity-based industrial wastewater treatment system engineered for reliable removal of free-floating oils and suspended solids. Operating on the principle of differential density, it efficiently separates oil globules of 150 microns and larger, along with settleable solids, from contaminated water streams. This robust system is constructed as a civil tank, typically incorporating internal baffles to control flow velocity and enhance separation efficiency. Oil is removed via surface skimming, while separated solids collect in a dedicated sludge chamber. The clarified effluent is then discharged for further treatment or safe release, providing a critical first step in comprehensive wastewater management. This separator is indispensable in industries where oily wastewater is a byproduct of core operations. It is extensively used in petroleum refineries, petrochemical complexes, and large-scale power generation facilities to meet stringent environmental discharge standards. Beyond these, it serves manufacturing plants, such as those in metal fabrication and automotive sectors, that use coolants and lubricants. Its design handles variable flow rates and contaminant loads, making it a versatile and trusted component for industrial pretreatment across sectors prioritizing environmental compliance and sustainable water management. The system delivers significant business value through its proven reliability, low operational cost, and minimal maintenance requirements. Its passive gravity-based operation ensures consistent performance without the need for complex machinery or high energy consumption, leading to long-term cost savings. Built for durability with robust materials, it offers a dependable solution that reduces the risk of non-compliance and associated penalties. By effectively removing a substantial portion of contaminants upfront, it protects downstream treatment equipment, extends its lifespan, and optimizes overall treatment plant efficiency, safeguarding both operational continuity and environmental responsibility. Key Features: - Gravity-based separation for oil globules and solids of 150 microns and larger. - Robust civil-constructed tank design with internal flow-control baffles. - Integrated oil skimming mechanism for continuous surface oil removal. - Dedicated sludge chamber for easy collection and disposal of settled solids. - Engineered for handling continuous, high-volume industrial wastewater flows. Benefits: - Ensures reliable pretreatment to meet environmental regulatory standards for effluent discharge. - Low operational and maintenance costs due to passive, non-mechanical separation process. - Protects and enhances the efficiency of downstream treatment systems and equipment. - Durable construction ensures long service life and consistent performance in harsh industrial environments. - Provides a simple, effective solution for reducing the oil and grease content in wastewater, mitigating environmental impact.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This API oil-water separator is a fundamental pretreatment solution for industries generating wastewater contaminated with free oils and suspended solids. Its gravity-based operation makes it a robust and reliable first line of defense, effectively capturing pollutants before they enter more sensitive treatment stages or the environment, ensuring smoother downstream processes and regulatory adherence. Designed for durability in demanding settings, the system handles continuous flow from various industrial processes. It is particularly suited for applications where large volumes of oily water are produced, providing consistent separation performance with minimal operational complexity. This makes it a practical and essential asset for maintaining operational efficiency and environmental stewardship across heavy industries. - Treating oily wastewater from petroleum refineries and crude oil processing units. - Managing effluent streams at petrochemical and chemical manufacturing plants. - Pretreatment of cooling water blowdown and other wastewater in thermal power stations. - Handling runoff and process water at oil storage terminals and bulk distribution centers. - Separating oils and solids in wastewater from metalworking, automotive, and machinery manufacturing facilities.
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Krofta Engineering Ltd., Haryana Haryana, India
Haryana, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
API Oil Water Separator 150 Micron Gravity System For Industrial Wastewater
API Oil-Water Separator 150 Micron gravity-based system efficiently removes free-floating oil and solids from industrial wastewater, ideal for refineries, petrochemical plants, and power generation facilities.
Min. Order Quantity: 1
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Krofta Engineering Ltd.
 Haryana, India
Haryana, India
Industrial Equipment & MachineryManufacturer
