undefined
Apparel & Fashion
Loading subcategories...
View More
Description
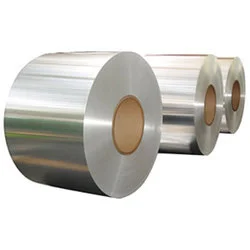
Industrial Aluminum Coils for HVAC Heat Exchangers represent premium thermal management solutions built for demanding industrial applications. These high-strength aluminum coils co...
Industrial Aluminum Coils for HVAC Heat Exchangers represent premium thermal management solutions built for demanding industrial applications. These high-strength aluminum coils combine exceptional tensile strength with superior thermal conductivity, ensuring reliable performance in critical heat transfer systems. Manufactured to strict quality standards, they maintain consistent material properties and dimensional accuracy across production batches. The coils' inherent corrosion resistance and mechanical durability make them suitable for continuous operation in challenging environments where equipment reliability directly impacts operational efficiency and productivity. These aluminum coils serve vital roles across multiple industrial sectors requiring efficient thermal management. In HVAC and refrigeration industries, they form the core of heat exchangers, condensers, and evaporators where heat transfer efficiency directly impacts system performance. Manufacturing facilities utilize them in process cooling systems and thermal regulation equipment. Chemical processing plants depend on these coils for distillation columns and heat recovery applications, while automotive and industrial equipment manufacturers integrate them into cooling systems and thermal components where reliability and performance are non-negotiable. Businesses choose these aluminum coils for their proven reliability and operational value in critical applications. The material's high tensile strength ensures long service life with minimal maintenance requirements, reducing operational downtime and replacement costs. Excellent thermal conductivity translates to improved energy efficiency in heat transfer applications, while corrosion resistance extends equipment lifespan in challenging environments. Consistent material quality and dimensional accuracy ensure seamless integration with existing systems, providing peace of mind for operations where equipment failure is not an option. Key Features: - High tensile strength aluminum construction for durability - Superior thermal conductivity for efficient heat transfer - Corrosion resistant properties for harsh environments - Consistent material quality and dimensional accuracy - Lightweight yet structurally robust design Benefits: - Extended equipment lifespan with reduced maintenance - Improved energy efficiency in thermal applications - Reliable performance in demanding conditions - Reduced operational downtime and costs - Seamless integration with existing systems
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our high-strength aluminum coils are engineered for superior thermal performance in demanding industrial environments. They provide exceptional heat transfer efficiency, corrosion resistance, and mechanical durability, making them ideal for heat exchangers, condensers, and evaporators across multiple sectors. The material's lightweight nature combined with structural integrity ensures reliable operation in both standard and challenging conditions. Manufacturers across thermal management industries depend on these aluminum coils for critical applications where performance consistency matters. From HVAC systems requiring efficient heat transfer to industrial processing equipment needing corrosion resistance, these coils deliver reliable operation. Their compatibility with various manufacturing processes and environmental conditions makes them a versatile choice for businesses focused on operational excellence and equipment longevity. - HVAC system heat exchangers and condenser units - Industrial refrigeration and cooling systems - Chemical plant distillation columns and heat recovery - Automotive radiator manufacturing and thermal components - Food processing equipment and thermal management systems
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Arihant Aluminium Agencies, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Distributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Aluminum Coils for HVAC Heat Exchangers High Strength
Industrial Aluminum Coils for HVAC Heat Exchangers deliver high tensile strength and durability for thermal management systems. These premium coils offer reliable performance in demanding applications including distillation and industrial cooling with consistent quality.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Arihant Aluminium Agencies Tamil Nadu, India
Tamil Nadu, India
Distributor / Wholesaler




