undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Our air pollution control equipment represents engineering excellence for chemical industry applications, specifically designed to address complex challenges in solvent recovery, d...
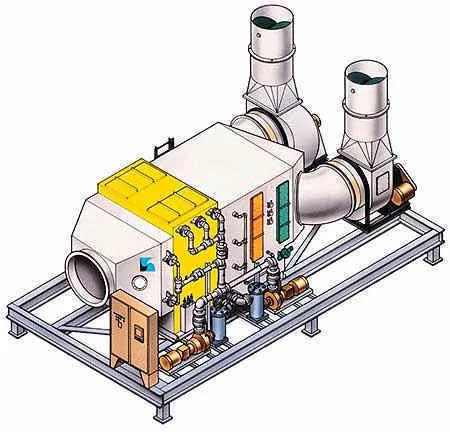
Our air pollution control equipment represents engineering excellence for chemical industry applications, specifically designed to address complex challenges in solvent recovery, distillation emissions, and VOC/HAP control. Built with precision and reliability, each unit undergoes rigorous testing to ensure optimal performance under demanding industrial conditions. The equipment features advanced capture technology that efficiently processes airborne pollutants while maintaining operational efficiency and energy conservation. For buyers seeking dependable pollution control solutions, our systems offer unmatched performance and compliance assurance, making them ideal for chemical processors who prioritize both environmental responsibility and production continuity. This equipment finds extensive application across multiple chemical industry segments including pharmaceutical manufacturing, where solvent recovery is crucial for both cost management and regulatory compliance. Petrochemical refineries utilize these systems to control emissions from distillation towers and processing units. Specialty chemical producers benefit from the equipment's ability to handle diverse chemical compositions and varying production scales. The systems are equally effective in pesticide formulation plants, resin manufacturing facilities, and industrial coating operations where volatile organic compound management is mandatory. Each industry benefits from configurations that address specific process requirements and emission profiles. The business value of our air pollution control equipment extends beyond regulatory compliance to deliver tangible ROI through solvent recovery capabilities that significantly reduce raw material costs. The reliability ensures uninterrupted production while minimizing downtime for maintenance. For importers and distributors, these units represent premium products with strong market demand and excellent profit potential. The built-in durability and low maintenance requirements make them attractive investments for chemical companies seeking long-term pollution control solutions that balance operational efficiency with environmental responsibility. Key Features: - Advanced solvent recovery systems for maximum chemical reclamation - Precision VOC and HAP emissions control technology - Customizable configurations for specific chemical processes - Robust construction for continuous industrial operation - Integrated distillation process compatibility Benefits: - Significant cost savings through solvent recovery and reuse - Complete compliance with environmental regulations - Enhanced operational efficiency and production continuity - Reduced maintenance requirements and operational costs - Improved workplace safety and environmental protection
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This air pollution control equipment is engineered specifically for chemical manufacturing environments where solvent recovery and emissions control are critical operational requirements. The systems effectively capture and process volatile organic compounds and hazardous air pollutants, ensuring full compliance with environmental regulations while maintaining production efficiency. They integrate seamlessly into existing distillation and production lines, providing continuous pollution control without disrupting chemical manufacturing processes. These systems serve multiple chemical sectors including pharmaceutical manufacturing, petrochemical refining, pesticide production, and specialty chemical synthesis. They prove particularly valuable in processes involving solvent-based reactions where recovery and reuse of expensive solvents provide significant cost savings while maintaining environmental compliance. The equipment handles diverse chemical compositions and operating conditions typical across industrial chemical applications. - Pharmaceutical manufacturing facilities for solvent recovery during API production - Petrochemical plants controlling VOC emissions from distillation columns - Paint and coating industries capturing solvents from application processes - Adhesive manufacturing plants managing emissions during production - Chemical research laboratories ensuring safe ventilation and pollutant control
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Kg Corporation, Gujarat
 Gujarat, India
Gujarat, India
Raw Materials & Chemicals•Trading CompanyDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Chemical Industry Air Pollution Control Equipment Solvent Recovery VOC HAP
Chemical industry air pollution control equipment for solvent recovery and VOC/HAP emissions management. Reliable systems ensure regulatory compliance while maximizing operational efficiency in chemical processing applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Kg Corporation Gujarat, India
Gujarat, India
Raw Materials & ChemicalsTrading Company