₹
Apparel & Fashion
Loading subcategories...
View More
Description
Our industrial agitated thin film evaporators represent advanced separation technology engineered specifically for demanding processing applications where conventional methods fall...
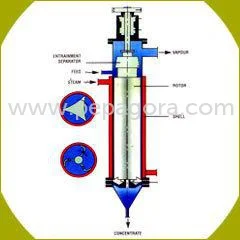
Our industrial agitated thin film evaporators represent advanced separation technology engineered specifically for demanding processing applications where conventional methods fall short. These OEM systems utilize sophisticated mechanical agitation to distribute materials as a thin film across precisely heated surfaces, enabling efficient evaporation while minimizing thermal exposure time. This innovative design proves particularly effective for processing viscous, heat-sensitive, or fouling materials that challenge traditional evaporation equipment. Each unit is manufactured to exact client specifications, ensuring optimal performance characteristics and seamless integration into existing production environments. The robust construction and reliable operational design make these evaporators suitable for continuous industrial use where consistent performance, minimal downtime, and product quality preservation are critical requirements for operational success. These evaporators serve essential functions across multiple industries where precise separation and concentration processes are fundamental to production excellence. In pharmaceutical manufacturing, they handle sensitive intermediates and recover solvents while maintaining strict product integrity and purity standards required by regulatory bodies. Chemical producers rely on them for purifying specialty chemicals and separating high-boiling point compounds with the precision needed for high-value products. The food processing industry utilizes these systems for concentrating natural extracts, fruit juices, and dairy products while preserving delicate flavor profiles and nutritional quality that define premium products. Environmental applications include wastewater treatment and material recovery processes where efficient evaporation technology is essential for regulatory compliance and sustainable operations. The petrochemical sector benefits from their superior capability to process viscous materials and manage complex separation tasks that standard equipment cannot handle effectively or economically. The operational value of our agitated thin film evaporators lies in their exceptional reliability, durability, and performance characteristics that directly enhance processing efficiency and deliver measurable economic returns. These systems significantly reduce energy consumption through optimized heat transfer mechanisms and minimize product loss by preventing thermal degradation of sensitive materials, protecting your valuable inputs. The precise engineering ensures perfect alignment with specific process requirements, eliminating compatibility concerns and maximizing operational performance from installation. The durable construction with quality materials translates to reduced maintenance requirements and extended equipment lifespan, providing substantial long-term value and return on investment through years of service. The consistent reliability of these evaporators ensures uninterrupted production flow, maintained product quality standards, and operational continuity, making them strategic investments for businesses focused on manufacturing excellence, competitive advantage, and sustainable growth in demanding markets. Key Features: - Complete OEM manufacturing meeting exact client specifications and processing requirements - Precision engineering with controlled thickness and tolerance for optimal thermal performance - Robust construction ensuring reliable operation in demanding continuous industrial environments - Advanced mechanical agitation system for uniform thin film distribution across heated surfaces - Flexible specification adaptation to meet specific processing needs and facility integration requirements Benefits: - Enhanced processing efficiency through optimized heat transfer and rapid evaporation mechanisms - Protection of heat-sensitive materials preventing product degradation and preserving quality - Customized design ensuring perfect fit for specific operational requirements and space constraints - Reduced maintenance needs and extended equipment service life for better return on investment - Consistent performance ensuring product quality, operational continuity, and manufacturing reliability
Specifications
| Attribute | Value |
|---|---|
| Supply Type | OEM |
| Condition | New |
| Type | Film Evaporator |
| Price | Negotiable |
| Features | Reliable and Durable |
| Size | As per Clients Request |
| Shape | As per Clients Request |
| Dimension | As per Clients Request |
| Thickenss | As per Clients Request |
| Tolerance | As per Clients Request |
| Specification | As per Clients Request |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Agitated thin film evaporators excel in processing heat-sensitive and viscous materials where precise temperature control is critical. The mechanical agitation creates a uniform thin film across heated surfaces, enabling rapid evaporation while minimizing thermal degradation and preserving product integrity. This technology ensures consistent quality output for materials that require careful handling during separation and concentration processes. These versatile systems are engineered to meet exact operational requirements across multiple industrial sectors. With specifications including size, shape, dimensions, and thickness tolerances tailored to client needs, they integrate seamlessly into existing production lines. The evaporators deliver reliable performance in continuous processing environments where efficiency, product preservation, and operational continuity are essential for manufacturing success. - Pharmaceutical manufacturing for concentrating active pharmaceutical ingredients and solvent recovery from sensitive compounds - Chemical processing for separating high-boiling point materials and purifying specialty chemicals with precision - Food production for concentrating fruit juices, dairy products, and natural extracts without compromising flavor or nutritional value - Environmental applications treating industrial wastewater and recovering valuable materials from process streams efficiently - Petrochemical industry handling viscous materials, polymer processing, and solvent recovery from complex mixtures reliably
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Vani Fab Engineers Pvt Ltd, Andhra Pradesh
 Andhra Pradesh, India
Andhra Pradesh, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Mid East
Eastern Asia
Industrial Agitated Thin Film Evaporator OEM New For Chemical Processing
Industrial Agitated Thin Film Evaporator OEM equipment for reliable separation of heat-sensitive materials in chemical, pharmaceutical, and food processing with durable construction for continuous industrial applications.
Min. Order Quantity: 1 Sets
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Vani Fab Engineers Pvt Ltd Andhra Pradesh, India
Andhra Pradesh, India
Industrial Equipment & MachineryManufacturer
