undefined
Apparel & Fashion
Loading subcategories...
View More
Description
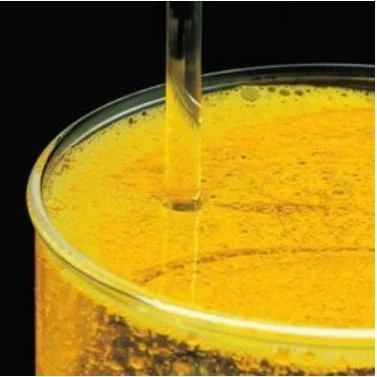
Our Industrial Activated Bleaching Earth is a premium-grade adsorbent specifically engineered for demanding purification and decolorization processes. Manufactured from high-qualit...
Our Industrial Activated Bleaching Earth is a premium-grade adsorbent specifically engineered for demanding purification and decolorization processes. Manufactured from high-quality montmorillonite clay through controlled activation, it delivers exceptional adsorption capacity for removing impurities, pigments, and unwanted compounds. This product is designed for reliability and consistency, ensuring it meets the rigorous standards of industrial operations focused on quality and efficiency. It serves as a trusted solution for processors who require effective purification without compromising on performance or safety. This activated earth is extensively utilized across multiple sectors where purity is paramount. In the edible oil industry, it is indispensable for refining crude oils into clear, stable, and market-ready products. Biofuel producers rely on it to purify biodiesel, removing contaminants that affect fuel quality and engine performance. Chemical manufacturers use it to decolorize waxes, paraffins, and various intermediates. Additionally, it plays a role in treating industrial lubricants and recycling streams, such as used cooking oil, helping businesses achieve sustainability goals while maintaining output quality. The business value of this Activated Bleaching Earth lies in its direct contribution to operational excellence and product integrity. Its high efficiency reduces the amount of material needed per batch, lowering processing costs and minimizing waste. Consistent particle size and adsorption properties ensure predictable results, reducing downtime and reprocessing. By delivering reliable batch-to-batch performance, it builds trust and supports long-term partnerships with manufacturers who cannot afford variability in their supply chain. This reliability, combined with its effectiveness, makes it a strategic asset for businesses aiming to enhance their market competitiveness through superior product quality. Key Features: - High surface area and optimized porosity for maximum adsorption efficiency - Manufactured from premium-grade montmorillonite clay sources - Controlled activation process ensuring consistent chemical properties - Uniform particle size distribution for predictable flow and mixing - Rigorous quality control protocols for reliable batch-to-batch performance Benefits: - Effectively removes impurities, pigments, and contaminants to improve product clarity - Enhances the stability and extends the shelf life of refined oils and chemicals - Reduces overall processing time and material consumption for cost efficiency - Helps manufacturers comply with international purity and safety standards - Delivers consistent, reliable results that support smooth, uninterrupted production
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Activated Bleaching Earth is a critical purification agent for industries requiring high-purity outputs. It effectively removes pigments, contaminants, and impurities from various oils and chemicals, enhancing product clarity, stability, and compliance with safety standards. Its high adsorption efficiency ensures optimal results in demanding industrial processes. This versatile material is essential for refining edible oils, producing biofuels, and treating industrial lubricants. It helps manufacturers achieve consistent quality, extend product shelf life, and meet stringent regulatory requirements. Its reliable performance makes it suitable for continuous, large-scale operations in processing plants and refineries. - Refining and decolorizing edible oils like palm, soybean, and sunflower oil - Purifying biodiesel and other renewable fuels during production - Treating mineral oils and industrial lubricants to remove contaminants - Processing used cooking oils for safe recycling and reuse - Decolorizing waxes, paraffins, and specialty chemical compounds
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Chemoplast, Maharashtra
 Maharashtra, India
Maharashtra, India
Raw Materials & Chemicals•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial Activated Bleaching Earth For Oil Refining And Purification
Industrial Activated Bleaching Earth for efficient oil refining and purification. This high-quality adsorbent removes impurities and decolorizes edible oils, biofuels, and industrial chemicals with reliable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Chemoplast Maharashtra, India
Maharashtra, India
Raw Materials & ChemicalsManufacturer