undefined
Apparel & Fashion
Loading subcategories...
View More

Description
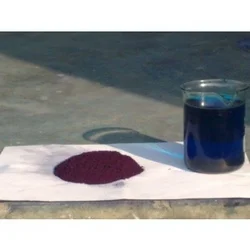
Industrial Acid Rhodamine B Dyes represent premium synthetic coloring solutions known for their brilliant fluorescence and vibrant pink to red-violet coloration. Composed of high-p...
Industrial Acid Rhodamine B Dyes represent premium synthetic coloring solutions known for their brilliant fluorescence and vibrant pink to red-violet coloration. Composed of high-purity chemical compounds, these dyes offer exceptional solubility in both water and alcohol, providing versatile application across various industrial processes. Characterized by high tinting strength, chemical stability, and batch-to-batch consistency, this dye meets the rigorous demands of industrial manufacturers, importers, and distributors. The product's reliability and consistent performance ensure optimal results across diverse applications, making it a trusted choice for professionals seeking dependable coloring solutions that enhance both product appeal and functional performance. This high-performance dye finds extensive use across multiple industrial sectors. In textile manufacturing, it provides vibrant, wash-fast colors for various fabric types, ensuring long-lasting visual appeal. The printing industry utilizes Acid Rhodamine B as a key component in inks and toners for packaging materials, publications, and security printing applications due to its vivid hues and exceptional durability. Cosmetic manufacturers incorporate this dye in products requiring intense, safe pigmentation. Research and biological sectors employ it in advanced staining techniques and fluorescence microscopy for precise cellular structure detection. Additional technical applications include fluid tracing systems in petroleum and water management industries, demonstrating the dye's remarkable adaptability across both commercial and technical fields. Manufacturing businesses benefit significantly from the reliability and performance consistency of Acid Rhodamine B Dyes, which substantially reduce production risks and ensure uniform output quality. The high-purity formulation minimizes batch variations, resulting in fewer production rejects and increased customer satisfaction. While customization options are available for specific requirements, the standard formulation already meets most industrial color standards effectively. By selecting this product, industrial buyers secure a dependable supply chain that supports efficient manufacturing processes, enhances final product quality, and builds trust with end-users across various markets. This operational reliability translates into substantial long-term value, fostering strong business partnerships and driving sustainable growth in multiple industrial sectors. Key Features: - High-purity formulation ensuring vibrant and consistent coloration across applications - Excellent solubility in water and alcohol for easy integration into manufacturing processes - Strong fluorescence properties ideal for applications requiring high visibility and detection - Stable chemical composition providing long-lasting color fastness and durability - Consistent batch-to-batch quality ensuring reliable performance in production environments Benefits: - Reduced production risks through consistent quality and reliable performance - Enhanced product appeal with vibrant, long-lasting pink to red-violet coloration - Simplified manufacturing processes due to excellent solubility and easy integration - Increased customer satisfaction through consistent color results and durability - Long-term value through reliable supply and consistent performance across applications
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Acid Rhodamine B Dyes are versatile synthetic colorants prized for their intense fluorescence and excellent solubility in water and alcohol. These dyes deliver brilliant pink to red-violet shades with stable chemical properties, making them ideal for applications where color fastness and high visibility are essential requirements across multiple industrial sectors. Manufacturers across various industries depend on Acid Rhodamine B for its consistent performance and high tinting strength. The dye's compatibility with diverse materials ensures reliable results in production processes, maintaining color integrity from manufacturing through to final product delivery in textiles, printing, and technical applications. - Textile dyeing processes for fabrics requiring vibrant, long-lasting pink and red color shades - Manufacturing of industrial inks and toners for printing and packaging applications - Biological staining techniques and fluorescence microscopy in research laboratories - Cosmetic product formulation for safe, vivid coloration in personal care items - Fluid tracing and identification systems in petroleum and water management industries
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Bhagvandas Maganlal Shah, West Bengal
 West Bengal, India
West Bengal, India
Raw Materials & Chemicals•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Acid Rhodamine B Dyes High Purity Fluorescent For Textiles Inks
Industrial Acid Rhodamine B Dyes deliver high-purity fluorescent coloring for textiles, inks, and biological staining applications. Trusted by manufacturers for consistent quality and reliable performance in demanding industrial environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bhagvandas Maganlal Shah West Bengal, India
West Bengal, India
Raw Materials & ChemicalsManufacturer