undefined
Apparel & Fashion
Loading subcategories...
View More
Description
The Ace Forklift Radiator represents precision engineering for industrial cooling requirements, specifically designed to maintain optimal engine temperatures during demanding forkl...
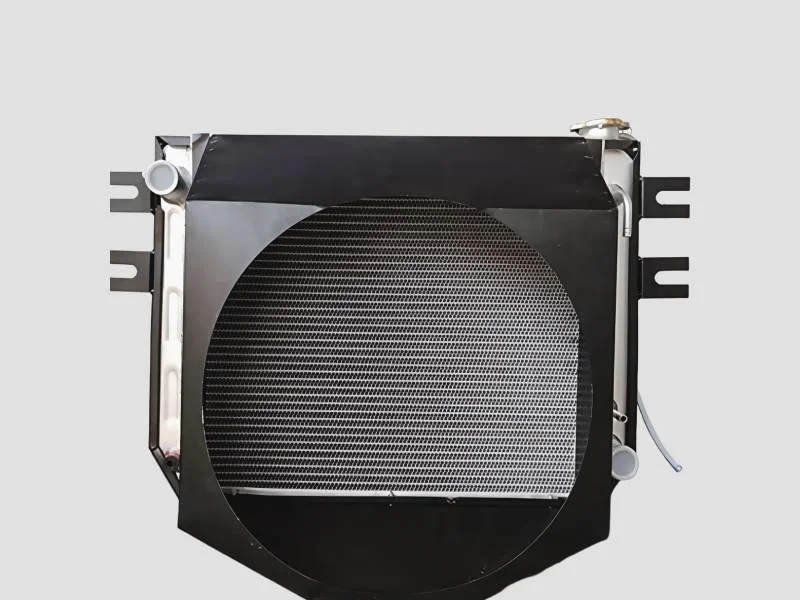
The Ace Forklift Radiator represents precision engineering for industrial cooling requirements, specifically designed to maintain optimal engine temperatures during demanding forklift operations. Constructed with high-grade copper or aluminum cores, this radiator ensures exceptional heat dissipation through its advanced tube-fin and brazed core design. The liquid cooling system provides consistent thermal stability, preventing engine overheating even during extended high-load cycles. This OEM-compatible component offers easy installation and perfect fitment for Ace forklift models, delivering reliable performance that equipment operators can trust for their daily material handling needs. Across industrial sectors, this radiator serves as a critical component in maintaining operational continuity. Warehousing and logistics companies depend on its consistent cooling performance for inventory management systems operating multiple shifts. Manufacturing facilities utilize these radiators in production environments where forklifts transport raw materials and finished goods. Construction companies benefit from its durability when moving heavy building materials across challenging terrain. The corrosion-resistant construction makes it equally suitable for cold storage facilities, ports, and recycling centers where equipment faces extreme environmental conditions and constant usage demands. Businesses choosing the Ace Forklift Radiator gain significant value through reduced maintenance costs and increased equipment uptime. The robust construction minimizes the risk of cooling system failures that typically cause expensive operational interruptions. This reliability translates to higher productivity as forklifts maintain consistent performance throughout extended work cycles. The radiator's compatibility with OEM specifications ensures straightforward replacement processes, reducing labor costs and equipment downtime. These operational advantages make it an intelligent investment for companies prioritizing equipment reliability and total cost of ownership in their material handling operations. Key Features: - Copper/aluminum core construction for optimal heat transfer - Liquid cooling system ensuring consistent temperature control - Tube-fin/brazed core design enhancing thermal efficiency - Corrosion-resistant structure for extended service life - OEM-compatible specifications for easy installation Benefits: - Reduces engine overheating and prevents operational downtime - Enhances forklift efficiency during high-load conditions - Extends engine lifespan through superior thermal management - Lowers maintenance costs with durable, reliable performance - Improves workplace safety by maintaining stable operating temperatures
Specifications
| Attribute | Value |
|---|---|
| Engine Temperature ControlCore MaterialCooling TypeConstructionDurabilityApplication |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The Ace forklift radiator is engineered for rigorous industrial applications where consistent engine temperature control is critical. Its robust construction handles high-load scenarios in warehouses, manufacturing plants, and distribution centers, ensuring reliable performance during extended operational cycles. This radiator maintains optimal cooling efficiency across diverse material handling equipment, supporting seamless logistics and production workflows without interruption. Industries relying on continuous forklift operations benefit from this radiator's durable design and thermal management capabilities. From construction sites with heavy lifting demands to cold storage facilities with temperature-sensitive environments, it provides stable performance under varying conditions. The corrosion-resistant structure makes it suitable for harsh settings including ports, recycling facilities, and agricultural operations where equipment faces extreme wear. Real-world applications: Real-world applications: - Warehouse logistics and distribution centers for inventory management - Manufacturing plants supporting production line material handling - Construction sites for moving building materials and equipment - Port and shipping terminals for container loading operations - Recycling facilities handling heavy scrap material transport
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Shastha Lift Carrier Pvt Ltd, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Distributor / Wholesaler
Factory Details
Factory Size1000-5000 sqm
Industrial Forklift Radiator With Copper/Aluminum Core For Engine Cooling
Ace forklift radiator delivers superior engine cooling and thermal stability for demanding operations. Built with copper/aluminum cores and corrosion-resistant construction to reduce downtime and maximize forklift efficiency in industrial environments.
Min. Order Quantity: 1
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Shastha Lift Carrier Pvt Ltd
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryDistributor / Wholesaler
