undefined

Similar Products






Description
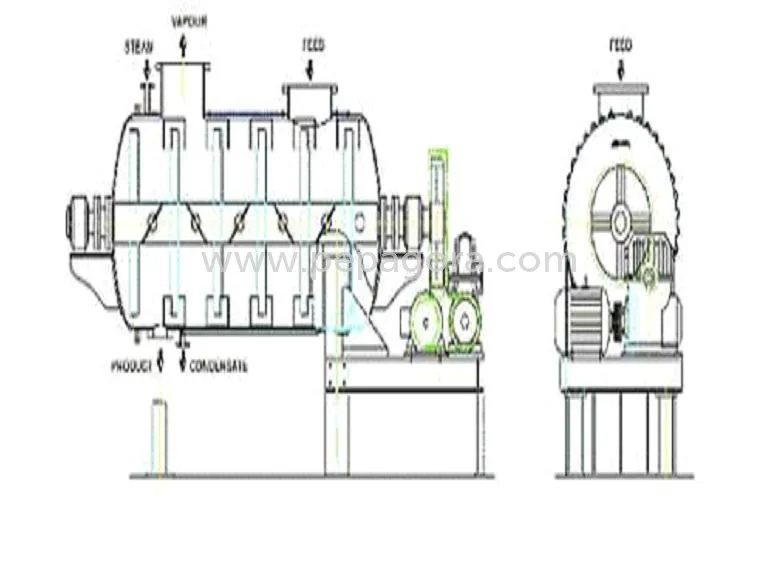
The Rototech Stripper Plant represents advanced engineering for industrial separation processes, specifically designed to remove solvents, volatiles, and moisture from liquid and s...
The Rototech Stripper Plant represents advanced engineering for industrial separation processes, specifically designed to remove solvents, volatiles, and moisture from liquid and slurry streams. This precision equipment delivers consistent performance through intelligent design that balances efficiency with operational simplicity. Built with durable materials and proven technology, it provides reliable separation capabilities that enhance process control and product quality. The system's compact footprint allows for flexible installation while maintaining high throughput capacity, making it an ideal solution for facilities with space constraints. With options for single or two-fluid nozzles and automatic changeover features, it ensures continuous operation with minimal intervention, supporting uninterrupted production cycles across various industrial applications. This stripper column serves critical functions in multiple sectors where precise separation is essential. In chemical manufacturing, it facilitates solvent recovery from reaction mixtures, improving yield and reducing raw material costs. Pharmaceutical operations utilize its moisture removal capabilities to achieve exacting product specifications and stability requirements. Food processing facilities employ the system for concentration and drying applications that enhance product quality and extend shelf life. Specialty chemical producers benefit from its ability to separate volatile compounds with precision, while environmental applications leverage its efficiency for stream purification and compliance purposes. The equipment's versatility across these industries demonstrates its robust design and adaptable performance characteristics. Businesses investing in the Rototech Stripper Plant gain significant value through enhanced process efficiency and operational reliability. The system's low maintenance requirements reduce downtime and associated costs, while its energy-efficient design minimizes operational expenses. Consistent performance ensures predictable outcomes and product quality, supporting quality assurance protocols and customer satisfaction. The equipment's durability and proven track record provide long-term value, with reliable operation across extended service periods. These factors combine to deliver a strong return on investment through improved productivity, reduced waste, and enhanced process control capabilities that support business growth and competitive advantage in demanding industrial markets. Key Features: - Efficient solvent and moisture removal from industrial liquid and slurry streams - Compact design with flexible installation options for space-constrained facilities - Automatic nozzle changeover with steam or air flushing for continuous operation - Options for single or two-fluid nozzles to accommodate various material properties - Robust construction with durable materials for long-term reliability and performance Benefits: - Enhanced process efficiency through consistent separation performance and high recovery rates - Reduced operational costs with energy-efficient design and minimal maintenance requirements - Improved product quality through precise control of moisture and solvent content levels - Increased productivity with reliable continuous operation and minimal downtime - Versatile application across multiple industries with adaptable performance characteristics
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The Rototech Stripper Column delivers precise solvent and moisture removal across diverse industrial settings. Its robust construction and efficient design handle challenging materials while maintaining consistent performance in continuous operations. This equipment integrates seamlessly into existing production lines, providing reliable separation capabilities that enhance overall process efficiency. Engineered for versatility, this stripper plant adapts to various temperature and pressure requirements within industrial environments. The system's intelligent design minimizes energy consumption while maximizing recovery rates, making it suitable for both batch and continuous processing applications. With straightforward operation and minimal maintenance needs, it supports productivity goals across multiple shifts and demanding production schedules. Real-world applications: - Solvent recovery in chemical manufacturing processes to reclaim valuable materials and reduce waste. - Moisture removal in pharmaceutical production to achieve precise product specifications and quality standards. - Concentration and drying operations in food processing for enhanced product stability and shelf life. - Volatile compound separation in specialty chemical production for improved purity and yield. - Industrial stream purification in environmental applications to meet regulatory compliance and sustainability goals.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
| Payment Methods |
|
Company Profile

Roto Tech Products, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Rototech Stripper Plant / Column for Industrial Drying & Solvent Recovery
Rototech Stripper Plant efficiently removes solvents and moisture from industrial streams for chemical, pharmaceutical, and food processing applications, featuring reliable operation and compact design.
Min. Order Quantity: 1 pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Roto Tech Products
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer


