undefined

Similar Products







Description
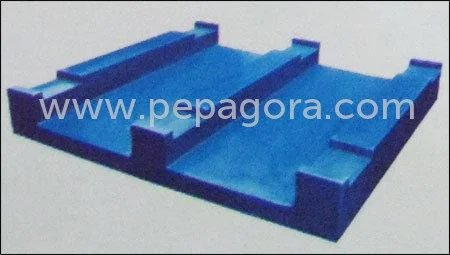
Industrial 4-way perforated pallets represent a sophisticated solution for modern material handling challenges, engineered to excel in demanding logistics environments. These palle...
Industrial 4-way perforated pallets represent a sophisticated solution for modern material handling challenges, engineered to excel in demanding logistics environments. These pallets feature a strategically perforated top surface that facilitates essential airflow while maintaining structural integrity. The four-way entry design allows forklift access from any direction, significantly improving handling efficiency and reducing operational bottlenecks. Manufactured using high-quality materials and precision engineering, these pallets deliver consistent performance under heavy loads and continuous use. Their robust construction ensures they can withstand the rigors of industrial applications while providing reliable service over extended periods, making them a smart investment for businesses focused on operational excellence and long-term value. These versatile pallets serve multiple industries where proper ventilation and efficient handling are critical to operational success. In food processing and distribution, they help maintain product freshness by allowing air circulation around perishable items during storage and transportation. Pharmaceutical and healthcare sectors utilize them for storing medical supplies and products that require ventilation to prevent moisture-related damage. Manufacturing facilities depend on these pallets for moving raw materials, components, and finished goods through production lines and warehouse operations. Logistics and distribution centers benefit from their space-efficient design that maximizes storage capacity while ensuring easy accessibility. The construction and agricultural industries also employ them for material handling applications where durability and ventilation are equally important for preserving product quality and ensuring efficient operations. The business value of these perforated pallets extends beyond their physical attributes to deliver measurable operational advantages and cost savings. Their durable construction ensures long-term reliability, reducing replacement frequency and minimizing operational disruptions. The four-way access design enhances workplace safety by providing multiple approach angles for forklift operators, reducing maneuvering risks in confined spaces. The ventilation properties help maintain product quality throughout the supply chain, significantly reducing losses from spoilage, moisture damage, and temperature fluctuations. These pallets contribute to improved inventory management through better organization and faster access to stored goods. Their robust design withstands heavy loads and continuous use, providing a cost-effective solution that protects your investment while supporting efficient material handling operations across various industrial applications. Key Features: - Four-way forklift access enables handling from any direction for maximum efficiency - Perforated top design provides optimal airflow and ventilation for stored goods - Constructed from high-quality durable materials for long-lasting performance - Engineered to withstand heavy loads and continuous industrial use - Robust design ensures reliability in demanding logistics environments Benefits: - Enhanced handling efficiency with four-direction forklift accessibility - Improved product preservation through superior ventilation and airflow - Reduced operational costs with durable, long-lasting construction - Increased workplace safety with multiple approach options for forklifts - Better inventory management through organized storage and easy access
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our 4-way perforated pallets deliver exceptional performance in material handling operations where ventilation and accessibility are crucial. The perforated top design ensures continuous airflow around stored goods, preventing moisture buildup and maintaining product integrity during storage and transportation. Four-direction forklift access streamlines warehouse workflows, reduces handling time, and improves operational efficiency across various industrial settings and storage facilities. These robust pallets serve industries requiring reliable material handling solutions for demanding applications. The durable construction withstands heavy loads and repeated use in challenging environments from manufacturing plants to distribution centers. Their ventilation properties make them particularly valuable for sectors where product freshness and quality preservation are essential, while the four-way access design maximizes storage density and improves inventory management efficiency in space-constrained facilities. - Storage and transportation of perishable goods in food processing and distribution - Pharmaceutical product handling where ventilation prevents moisture damage - Manufacturing plant logistics for moving components and finished products - Cold storage facilities to maintain temperature control and prevent condensation - Export packaging and international shipping for efficient cargo handling
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Newgen Specialty Plastics Ltd, Uttar Pradesh
 Uttar Pradesh, India
Uttar Pradesh, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial 4 Way Perforated Pallets For Heavy Duty Logistics
Industrial 4-way perforated pallets provide superior ventilation and forklift access from all directions. Built for heavy-duty logistics, warehousing, and industrial storage with durable materials that withstand demanding environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Newgen Specialty Plastics Ltd Uttar Pradesh, India
Uttar Pradesh, India
Manufacturer