Bangera Tools & Equipments

- Products
- glass-tube-forming-machine
- Automatic Vials Making Machine
Product Range
Fact Sheet
- Location:Maharashtra, India
- Year of Establishment:1971
- Business Type:Manufacturer, Retailer, Exporter
- Turnover:Rs. 5 - 50 Crore
(or USD 1 Million - USD 10 Million) - Main Products:Glass Tube Cutting Machine , Test Tube Making Machine
- Reviews & Rating:

Get Verified, Sell more with
- Buyer's trust
- Faster conversions
- Better Rankings
- More
Its Free
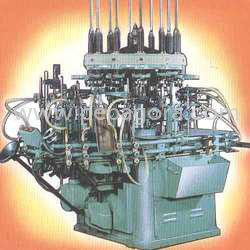
Verify NowAutomatic Vials Making Machine
Our Automatic Vials Making Machine (Type R3S) has been designed to eliminate the shortcomings and intricacies previously encountered in the manufacture of necked and screw neck vials from glass tubing.
- FOB PriceNA
- Min Order QuantityNA
- Payment TermsNA
 has been designed to eliminate the shortcomings and intricacies previously encountered in the manufacture of necked and screw neck vials from glass tubing. )
Other Details
Our Automatic Vials Making Machine (Type R3S) has been designed to eliminate the shortcomings and intricacies previously encountered in the manufacture of necked and screw neck vials from glass tubing. These are manufactured with glass tubing and widely used for various industrial applications.
The characteristics of R3S manufacturing method:
The full-length cane of glass is not cut into double pieces
Continuous shaping, without cutting, beginning at one end and finishing at the other are executed
It is fused off from the cane of tubing and the bottom sealed simultaneously according to the length of vial
The canes of glass tubing are not rotated on rollers
No change in the positions of the Ferguson Cam drive due to indexing
Construction & Operation:
The machine consists of two sections A and B which operate in synchronism and are erected on a common framework
The vial necks are formed in section A while, the bottoms on Section B
Section A is equipped with 12 chucks that are positioned in a circle and passes stepwise around a central axis
These chucks receive the full-length canes of glass tubing and carry these through the various operating stations that are necessary for forming the neck
After required preheating, the desired shape of neck or screw neck is formed at the lower end of the cane
This occurs at two stations, a pre-forming initial position and a final forming position. The cane is moved with the shaped neck downwards until it reaches the position where it drops onto an adjustable stop, which governs the length of the vial
Subsequently, while being heated, the formed piece of tubing is drawn down of the sealing off station by means of jaws from below, while the bottom is being formed
This occurs at the tangential point of inter-section between section A and B, so that the chucks pass the vials through the operating stations in section B to permit the bottom to be formed
The chucks in section A move the canes to a burner which opens the bottom which has been formed during the sealing off process and then through the operating stations for forming the vial neck
Machine Specifications:
Length: Maximum 80 mm
Vials: Minimum 20 mm
Output: 800-1300 vials hour, dependent on diameter and shape of neck
Gas Approx. 5.5 cubic m. /hour at 1100 mm. water gauge
Air: Approx. 30 cubic m. /hour at 1300 mm. water gauge
Oxygen: Approx. 1.5 cubic m. /hour
Weight: 880 kg. Net. (Machine +5 gear drives +2 motors)
Images