𝗪𝗵𝗮𝘁 𝗮𝗿𝗲 𝗣𝗵𝗮𝗿𝗺𝗮𝗰𝗲𝘂𝘁𝗶𝗰𝗮𝗹 𝗚𝗿𝗮𝗱𝗲 𝗔𝗹𝘂𝗺𝗶𝗻𝘂𝗺 𝗙𝗼𝗶𝗹𝘀?
Pharmaceutical grade aluminum foils are specialized materials designed for use in the packaging of pharmaceutical products. These foils are manufactured to meet stringent quality standards to ensure that they are safe for direct contact with drugs and sensitive materials. Their composition and properties make them ideal for protecting medications from moisture, light, and air, which can compromise their effectiveness.
The primary uses of pharmaceutical grade aluminum foils include blister packaging for tablets and capsules, as well as pouches for powder medications. In addition, these foils are often utilized in the packaging of medical devices and diagnostics. The pharmaceutical industry relies heavily on these materials to maintain product integrity and ensure patient safety, making them a critical component in drug manufacturing and distribution.
In the current market context, the demand for pharmaceutical grade aluminum foils is growing due to the increasing production of generic drugs and the rising need for effective packaging solutions. Innovations in foil technology continue to enhance performance characteristics, positioning these foils as vital in the evolving landscape of the pharmaceutical sector.
𝗞𝗲𝘆 𝗙𝗲𝗮𝘁𝘂𝗿𝗲𝘀 𝗮𝗻𝗱 𝗦𝗽𝗲𝗰𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Pharmaceutical grade aluminum foils come with several essential features that make them suitable for pharmaceutical applications. These characteristics ensure they meet the rigorous demands of the industry.
Key specifications include:
1. Barrier Properties
- Excellent resistance to moisture, oxygen, and light
- Helps in preserving the stability of pharmaceutical products
2. Thickness
- Available in various thicknesses typically ranging from 20 to 50 microns
- Thicker foils offer enhanced protection
3. Heat Sealability
- Capable of being heat-sealed to various substrates
- Ensures secure and tamper-proof packaging
4. Chemical Resistance
- Resistant to a wide range of chemicals and solvents
- Prevents reactions with active pharmaceutical ingredients
5. FDA Compliance
- Meets the requirements set by the Food and Drug Administration for safe use
- Ensures products are suitable for direct contact with medicines
6. Surface Finish
- Available in both matte and glossy finishes
- Provides options for aesthetic packaging designs
7. Customizability
- Can be customized in terms of size and format
- Allows for tailored packaging solutions for specific products
8. Printing Capability
- Suitable for high-quality printing
- Enables branding and product information to be displayed directly on the foil
These specifications highlight the critical attributes that pharmaceutical grade aluminum foils offer, ensuring their efficacy in various applications.
𝗖𝗼𝗺𝗺𝗼𝗻 𝗔𝗽𝗽𝗹𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀 𝗮𝗻𝗱 𝗨𝘀𝗲 𝗖𝗮𝘀𝗲𝘀
Pharmaceutical grade aluminum foils serve a range of industries with specific applications tailored to their needs.
1. Pharmaceuticals: Used extensively in blister packs for tablets and capsules, ensuring product integrity and compliance with safety standards.
2. Biotechnology: Employed for packaging sensitive biotech products, providing necessary barrier properties to maintain efficacy.
3. Nutraceuticals: Ideal for packaging vitamins and dietary supplements, protecting them from environmental factors that could degrade quality.
4. Medical Devices: Used in the packaging of sterile medical devices, ensuring they remain uncontaminated until use.
5. Diagnostics: Utilized in the packaging of diagnostic kits and reagents, safeguarding against moisture and light exposure.
6. Cosmetics: Applied for packaging cosmetic products that require barrier protection from air and moisture to maintain quality.
7. Food Industry: Occasionally used for pharmaceutical-grade food packaging, ensuring safe storage of health supplements.
𝗣𝗿𝗼𝗱𝘂𝗰𝘁 𝗩𝗮𝗿𝗶𝗮𝗻𝘁𝘀 𝗮𝗻𝗱 𝗦𝘂𝗯𝗰𝗮𝘁𝗲𝗴𝗼𝗿𝗶𝗲𝘀
Pharmaceutical grade aluminum foils are available in various forms to meet specific business needs.
Aluminum Blister Foils
These foils are designed specifically for blister packaging, providing excellent barrier properties against moisture and oxygen. They are often used for tablets and capsules and can be easily heat sealed to ensure product safety.
Aluminum Foil Pouches
These pouches are made from pharmaceutical-grade aluminum foil, ensuring an airtight seal for powders and granules. They are ideal for products that require a higher level of protection and can be custom-sized for various applications.
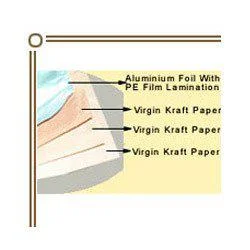
Aluminum Laminates
These laminates combine aluminum foil with other materials to enhance barrier properties. They are used in applications where additional strength or moisture resistance is required.
𝗕𝗲𝗻𝗲𝗳𝗶𝘁𝘀 𝗮𝗻𝗱 𝗔𝗱𝘃𝗮𝗻𝘁𝗮𝗴𝗲𝘀
Pharmaceutical grade aluminum foils offer numerous benefits, making them an essential choice for many businesses.
1. Superior Protection: They provide unmatched protection against moisture, light, and oxygen, helping maintain the efficacy of pharmaceutical products.
2. Regulatory Compliance: These foils meet stringent regulatory standards, ensuring that they are safe for use in the pharmaceutical industry.
3. Versatility: The ability to customize size and thickness allows for a wide range of applications across different sectors.
4. Cost-Effective: Their durability and effectiveness can reduce waste and minimize product loss, making them a cost-effective packaging solution.
5. Enhanced Shelf Life: By providing a superior barrier, these foils help extend the shelf life of medications and other products.
6. Easy Handling: Pharmaceutical grade aluminum foils are lightweight and easy to handle in packaging processes, improving operational efficiency.
𝗕𝘂𝘆𝗶𝗻𝗴 𝗚𝘂𝗶𝗱𝗲 𝗳𝗼𝗿 𝗕𝟮𝗕 𝗕𝘂𝘆𝗲𝗿𝘀
When sourcing pharmaceutical grade aluminum foils, it is essential for buyers to consider several factors to ensure they make informed decisions.
1. Quality Assessment: Buyers should evaluate the quality of aluminum foils based on their barrier properties and compliance with industry standards. Requesting samples can be a practical way to assess quality.
2. Supplier Verification: It is crucial to vet suppliers by checking their certifications, customer reviews, and industry reputation to ensure reliable sourcing.
3. Pricing and MOQ: Understanding the pricing structure and minimum order quantities can help businesses manage budgets and meet production needs.
4. Delivery and Lead Times: Consideration of logistics and lead times is vital to ensure timely delivery and maintain production schedules.
5. Compliance Requirements: Buyers should be aware of regulatory compliance requirements specific to their region and industry to avoid any legal issues.
𝗖𝗼𝗺𝗽𝗹𝗶𝗮𝗻𝗰𝗲 𝗮𝗻𝗱 𝗖𝗲𝗿𝘁𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Pharmaceutical grade aluminum foils must adhere to various quality standards to ensure their safety and reliability in pharmaceutical applications.
Relevant quality standards include ISO 9001, which emphasizes quality management systems, and HACCP, which focuses on food safety management. Additionally, adherence to Good Distribution Practices (GDP) is essential for maintaining product integrity during storage and transportation.
Industry certifications like CE signify that products meet European safety standards, further enhancing credibility. Moreover, safety and testing requirements vary by region, and suppliers must demonstrate compliance with local regulations to facilitate market access.
Overall, compliance with these standards and certifications ensures that pharmaceutical grade aluminum foils are suitable for their intended use, providing peace of mind for manufacturers and consumers alike.
𝗪𝗵𝘆 𝗦𝗼𝘂𝗿𝗰𝗲 𝗣𝗵𝗮𝗿𝗺𝗮𝗰𝗲𝘂𝘁𝗶𝗰𝗮𝗹 𝗚𝗿𝗮𝗱𝗲 𝗔𝗹𝘂𝗺𝗶𝗻𝘂𝗺 𝗙𝗼𝗶𝗹𝘀 𝗳𝗿𝗼𝗺 𝗣𝗲𝗽𝗮𝗴𝗼𝗿𝗮?
Pepagora offers a trusted platform for sourcing pharmaceutical grade aluminum foils, providing several key advantages for B2B buyers.
Verified Supplier Network: Pepagora maintains a strict vetting process for suppliers, ensuring that only reputable manufacturers are featured on the platform. This verification process helps buyers find reliable sources of high-quality aluminum foils.
Streamlined RFQ Process: The platform features an efficient Request for Quotation (RFQ) system that simplifies the process for buyers. Users can easily submit their requirements and receive competitive quotes from multiple suppliers, saving time and effort.
Trade Assurance and Support: Pepagora offers trade assurance to protect buyers during transactions. This support includes assistance with dispute resolution and ensuring that suppliers meet their commitments.
Regional Coverage: With a strong presence in India, the GCC, and Southeast Asia, Pepagora provides extensive geographic reach, making it easier for businesses in these regions to access high-quality pharmaceutical grade aluminum foils.