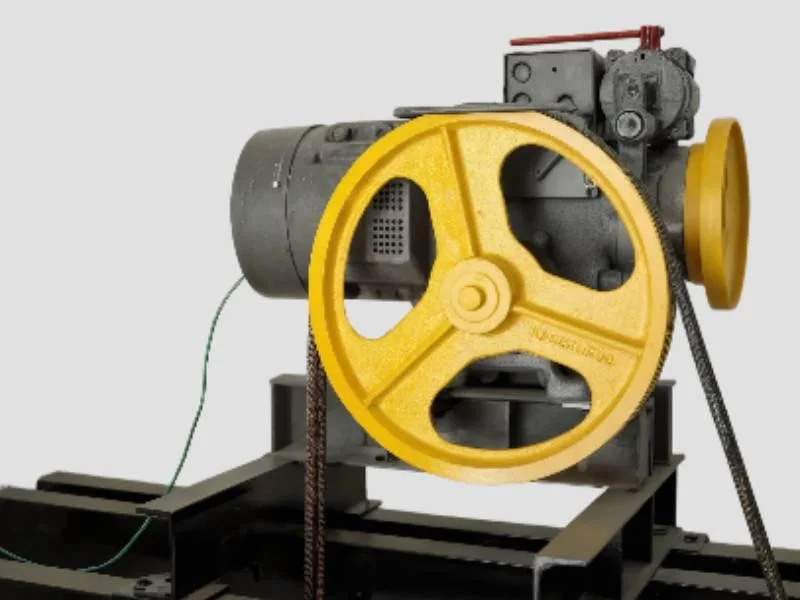
𝗪𝗵𝗮𝘁 𝗮𝗿𝗲 𝗘𝗹𝗲𝘃𝗮𝘁𝗼𝗿 𝗠𝗼𝘁𝗼𝗿𝘀 & 𝗚𝗲𝗮𝗿𝗯𝗼𝘅𝗲𝘀?
Elevator motors and gearboxes are essential components in the vertical transportation industry, specifically designed to power and control elevators. The motor provides the necessary mechanical energy to raise and lower the elevator cab, while the gearbox transmits this energy at the appropriate speed and torque levels. Together, these components ensure smooth and reliable operation, enabling elevators to transport passengers and cargo efficiently between floors.
These products are primarily used in commercial buildings, residential complexes, and industrial facilities where vertical transportation is crucial. Their applications range from passenger elevators in skyscrapers to freight elevators in warehouses. The increasing demand for high-rise buildings and advanced infrastructure continues to drive the market for elevator motors and gearboxes, highlighting their importance in modern construction projects.
In today's competitive market, manufacturers are focusing on innovation and efficiency to meet the evolving needs of the industry. With advancements in technology, elevator motors and gearboxes are becoming more energy-efficient and reliable, allowing businesses to reduce operational costs while ensuring safety and comfort for users.
𝗞𝗲𝘆 𝗙𝗲𝗮𝘁𝘂𝗿𝗲𝘀 𝗮𝗻𝗱 𝗦𝗽𝗲𝗰𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Elevator motors and gearboxes come with various features and specifications that cater to different operational needs. Understanding these specifications is crucial for selecting the right product for your application.
Key specifications include:
1. Power Rating
- Indicates the motor's output power, typically measured in kilowatts (kW) or horsepower (HP).
- Common ranges vary based on elevator type and size.
2. Gear Ratio
- Defines the relationship between the motor's speed and the output speed of the gearbox.
- Affects the torque produced and the efficiency of the system.
3. Maximum Load Capacity
- Represents the maximum weight the elevator can safely transport.
- Usually specified in kilograms (kg) or pounds (lbs).
4. Operating Speed
- Refers to the speed at which the elevator travels, usually measured in meters per second (m/s).
- Varies based on design, with typical ranges from 1 m/s to 6 m/s.
5. Duty Cycle
- Indicates the frequency and duration of use.
- Helps determine the motor's lifespan and performance under load.
6. Noise Level
- Represents the operational sound produced by the motor and gearbox.
- Measured in decibels (dB), with quieter options preferred in residential and commercial settings.
7. Efficiency Class
- Categorizes the energy efficiency of the motor, often classified as IE2, IE3, or IE4.
- Higher efficiency ratings lead to reduced energy consumption.
8. Safety Features
- Includes built-in mechanisms such as overload protection and emergency stop functions.
- Essential for ensuring user safety and compliance with industry standards.
In summary, selecting elevator motors and gearboxes involves understanding their key features and specifications to match the requirements of specific applications.
𝗖𝗼𝗺𝗺𝗼𝗻 𝗔𝗽𝗽𝗹𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀 𝗮𝗻𝗱 𝗨𝘀𝗲 𝗖𝗮𝘀𝗲𝘀
Elevator motors and gearboxes are utilized across a wide range of industries, each with specific use cases that highlight their importance.
1. Commercial Buildings: Elevators in office complexes use efficient motors and gearboxes to facilitate the movement of employees and visitors effectively.
2. Residential Complexes: In apartment buildings, these components help transport residents, ensuring convenience and accessibility.
3. Industrial Facilities: Freight elevators rely on robust motors and gearboxes to move heavy loads, enhancing productivity in warehouses and factories.
4. Hospitals: Elevators in medical facilities require reliable systems to transport patients and equipment safely and quickly.
5. Hotels: Elevators in hospitality environments enhance guest experience by providing smooth and efficient service.
6. Shopping Malls: These systems are crucial for moving shoppers between different levels comfortably.
7. Airports: Elevators in transit terminals support the movement of passengers and luggage, contributing to operational efficiency.
𝗣𝗿𝗼𝗱𝘂𝗰𝘁 𝗩𝗮𝗿𝗶𝗮𝗻𝘁𝘀 𝗮𝗻𝗱 𝗦𝘂𝗯𝗰𝗮𝘁𝗲𝗴𝗼𝗿𝗶𝗲𝘀
The diversity of elevator motors and gearboxes allows for tailored solutions that meet various operational needs.
Direct Drive Motors: These motors eliminate the need for a gearbox by connecting directly to the elevator shaft. This design reduces maintenance and enhances energy efficiency.
Geared Motors: Commonly used for standard elevators, these motors utilize gearboxes to adjust speed and torque, making them suitable for various building heights and load capacities.
Machine Room-Less (MRL) Systems: These compact systems integrate motors and gearboxes within the elevator shaft, saving space and offering efficient vertical transportation solutions.
𝗕𝗲𝗻𝗲𝗳𝗶𝘁𝘀 𝗮𝗻𝗱 𝗔𝗱𝘃𝗮𝗻𝘁𝗮𝗴𝗲𝘀
Utilizing high-quality elevator motors and gearboxes provides significant advantages for businesses.
1. Increased Efficiency: Advanced designs lead to improved energy efficiency, lowering operational costs for building owners.
2. Enhanced Reliability: Durable components ensure consistent performance, minimizing downtime and maintenance needs.
3. Improved Safety: Built-in safety features protect users, reducing the risk of accidents and liability for building operators.
4. Space Saving: Solutions like MRL systems optimize space, allowing for more flexible building designs.
5. Customization Options: Manufacturers often provide tailored solutions to meet specific requirements, enhancing operational effectiveness.
6. Compliance with Standards: Sourcing from reputable suppliers ensures adherence to industry regulations and quality standards.
𝗕𝘂𝘆𝗶𝗻𝗴 𝗚𝘂𝗶𝗱𝗲 𝗳𝗼𝗿 𝗕𝟮𝗕 𝗕𝘂𝘆𝗲𝗿𝘀
When sourcing elevator motors and gearboxes, several critical factors should be considered to ensure optimal selection and performance.
1. Quality Assessment: Evaluate products based on industry standards and certifications to ensure they meet safety and performance criteria.
2. Supplier Verification: Vet suppliers by reviewing their reputation, experience, and customer feedback to ensure reliability and quality.
3. Pricing and MOQ: Consider the total cost of ownership, including initial pricing and minimum order quantities (MOQs) that align with your project needs.
4. Delivery and Lead Times: Assess the supplier’s ability to meet delivery schedules, as timely access to components is crucial for project timelines.
5. Compliance Requirements: Ensure that the selected products comply with regional and international standards, such as CE certification, for safety and quality assurance.
𝗖𝗼𝗺𝗽𝗹𝗶𝗮𝗻𝗰𝗲 𝗮𝗻𝗱 𝗖𝗲𝗿𝘁𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Elevator motors and gearboxes must adhere to various compliance and certification standards to ensure safety and quality in operation. Key quality standards include ISO 9001, which ensures effective quality management systems in manufacturing processes.
The CE certification is essential for products marketed in Europe, indicating compliance with health, safety, and environmental protection standards. These certifications not only enhance product credibility but also ensure that manufacturers adhere to strict safety and performance guidelines.
Safety and testing requirements are critical in the elevator industry. Components must undergo rigorous testing to confirm their reliability under various operational conditions. Additionally, regional compliance considerations may vary, necessitating awareness of local regulations and standards that may impact product selection and usage.
𝗪𝗵𝘆 𝗦𝗼𝘂𝗿𝗰𝗲 𝗘𝗹𝗲𝘃𝗮𝘁𝗼𝗿 𝗠𝗼𝘁𝗼𝗿𝘀 & 𝗚𝗲𝗮𝗿𝗯𝗼𝘅𝗲𝘀 𝗳𝗿𝗼𝗺 𝗣𝗲𝗽𝗮𝗴𝗼𝗿𝗮?
Pepagora is a trusted platform for sourcing elevator motors and gearboxes, offering numerous advantages for B2B buyers.
Verified Supplier Network: Pepagora connects businesses with a network of verified suppliers, ensuring quality and reliability in every transaction. Suppliers undergo thorough vetting to guarantee that products meet industry standards.
Streamlined RFQ Process: The request for quotation (RFQ) process on Pepagora is designed to be efficient, allowing buyers to obtain multiple quotes quickly. This feature simplifies comparison and helps businesses make informed purchasing decisions.
Trade Assurance and Support: Buyers benefit from trade assurance, providing protection throughout the purchasing process. Pepagora offers robust support to address any concerns and facilitate smooth transactions.
Regional Coverage: With a strong presence in India, the GCC, and Southeast Asia, Pepagora effectively supports businesses across diverse markets, ensuring that buyers can access quality products tailored to their regional needs.