₹
Apparel & Fashion
Loading subcategories...
View More

Description
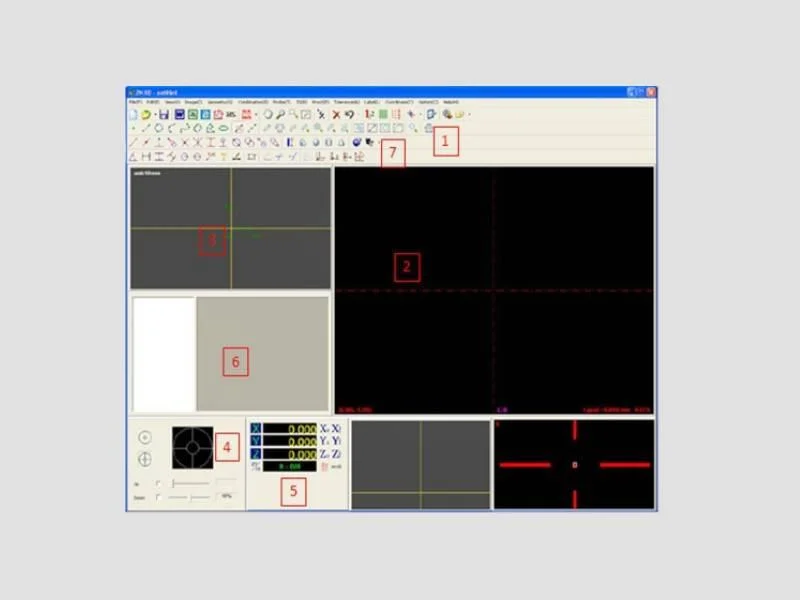
Industrial Quality Control High Precision Vision Measurement Machines represent advanced metrology technology that combines sophisticated optical systems with intelligent software ...
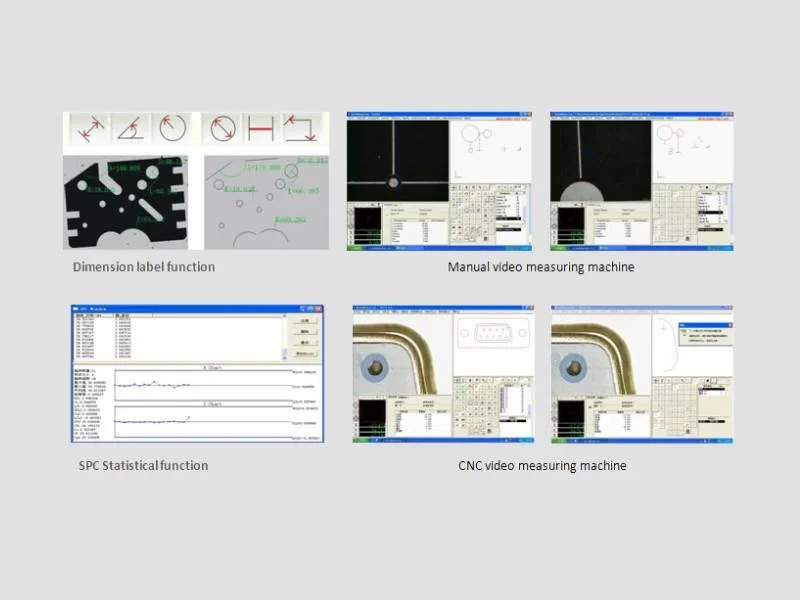
Industrial Quality Control High Precision Vision Measurement Machines represent advanced metrology technology that combines sophisticated optical systems with intelligent software algorithms to deliver exceptional measurement accuracy. These non-contact coordinate measuring systems utilize high-resolution cameras, precision optics, and adaptive lighting to capture detailed component images, enabling comprehensive dimensional analysis without physical contact. Designed to handle everything from simple 2D measurements to complex 3D surface analysis, these machines provide indispensable support for modern manufacturing environments where quality control and precision measurement are critical requirements. The systems typically feature automated stages, multiple magnification options, and advanced software capable of measuring angles, distances, radii, and other critical parameters with consistent micron-level precision. These precision measurement systems serve vital roles across multiple industries where measurement accuracy directly impacts product performance, safety, and regulatory compliance. In automotive manufacturing, they verify engine components, transmission parts, and safety-critical systems. Aerospace manufacturers depend on them for turbine blade inspection, structural component verification, and assembly alignment confirmation. The electronics industry utilizes vision measurement machines for PCB inspection, semiconductor measurement, and micro-component validation. Medical device manufacturers employ these systems for implant verification, surgical instrument inspection, and compliance with stringent regulatory requirements. Additional applications include precision tooling, mold making, and consumer goods manufacturing where consistent quality and dimensional accuracy are essential for production success. The business value of vision measurement machines extends significantly beyond basic measurement capabilities, offering substantial return on investment through improved quality control, reduced scrap rates, and enhanced production efficiency. These systems provide documented proof of quality compliance, which is crucial for maintaining customer trust and meeting industry certification requirements. Their reliability ensures consistent measurement results across multiple shifts, eliminating human error and variation in quality assessment processes. The non-contact nature of measurements prevents damage to delicate or expensive components, while automated capabilities support continuous operation with minimal operator intervention. This combination of features positions vision measurement machines not merely as measurement tools, but as strategic assets that enhance overall manufacturing capability and provide competitive advantage in demanding markets. Key Features: - High-resolution optical systems with multiple magnification options for detailed inspection - Advanced measurement software with automated routines and comprehensive data reporting - Non-contact measurement technology that preserves delicate component surfaces - Precision motorized stages with exceptional repeatability and positioning accuracy - Multiple lighting configurations including surface, contour, and coaxial illumination Benefits: - Delivers micron-level measurement accuracy for reliable quality assurance - Reduces scrap rates and rework costs through early defect detection - Provides documented quality compliance for regulatory requirements - Enables non-contact inspection that prevents damage to delicate components - Supports automated operation for increased throughput and efficiency
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Vision measurement machines provide micron-level accuracy for dimensional inspection and quality assurance across manufacturing sectors. They are essential for verifying part tolerances, detecting surface defects, and ensuring compliance with strict industry standards. These systems deliver reliable, repeatable measurements for complex geometries that traditional tools cannot handle effectively, making them indispensable for modern production environments. Industries including automotive, aerospace, electronics, and medical devices rely on these precision systems for critical quality control applications. They support first-article inspection, production line monitoring, and reverse engineering processes. The non-contact measurement capability ensures delicate components remain undamaged during inspection, while automated features enable continuous operation with minimal operator intervention for maximum efficiency. - Automated dimensional inspection of machined automotive components for accuracy verification - Quality control of PCB assemblies and microelectronic components in electronics manufacturing - Precision measurement of aerospace components including turbine blades and structural parts - Medical device manufacturing verification for implants and surgical instruments - Mold and tooling inspection to ensure precision and repeatability in production tools
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Omega Metrology Products, Karnataka
 Karnataka, India
Karnataka, India
Electronics & Electrical•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
No. of Production Lines6
Annual Production Capacity0
Main Markets
North America
Oceania
Northern Europe
South America
Mid East
Southern Europe
Eastern Europe
Eastern Asia
South Asia
Southeast Asia
Western Europe
Africa
Central America
Domestic
Industrial Quality Control High Precision Vision Measurement Machines
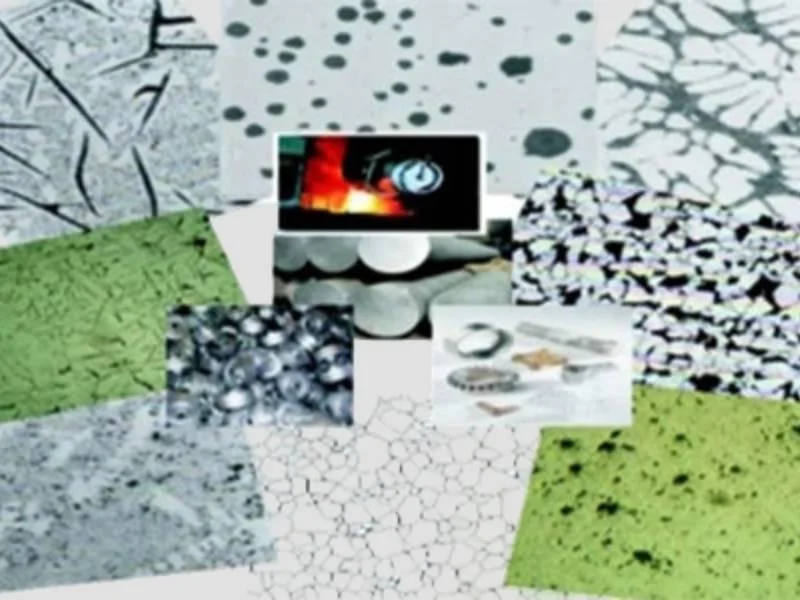
Industrial Quality Control High Precision Vision Measurement Machines deliver micron-level dimensional inspection and surface analysis for manufacturers in metals, plastics, and electronics, ensuring reliable defect detection and quality assurance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Omega Metrology Products
 Karnataka, India
Karnataka, India
Electronics & ElectricalManufacturer