undefined
Apparel & Fashion
Loading subcategories...
View More
Description
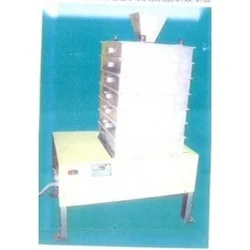
The Heavy Duty Vibrating Screen represents advanced engineering for precise material separation in demanding industrial environments. Designed with a high-performance vibratory mot...
The Heavy Duty Vibrating Screen represents advanced engineering for precise material separation in demanding industrial environments. Designed with a high-performance vibratory motor, this equipment delivers efficient screening for both coarse and fine applications, ensuring optimal particle size distribution across various materials. The machine features robust construction with durable components that withstand continuous operation while maintaining separation accuracy. Its reliable performance makes it an essential component in material processing operations where consistent screening results directly impact production quality and efficiency. This vibrating screen serves critical functions across multiple industrial sectors with demanding material separation requirements. In mining operations, it efficiently separates valuable minerals from waste rock while handling abrasive materials. Aggregate producers rely on it for precise grading of crushed materials into specific size fractions for construction applications. Recycling facilities utilize its capabilities for efficient sorting of materials, while industrial mineral processors employ it for size-based classification. The equipment's versatility extends to chemical processing where it handles powder separation with precision, demonstrating adaptability across sectors with different material characteristics and production needs. The business value of this vibrating screen lies in its combination of reliability, efficiency, and operational durability. Companies achieve reduced operational costs through lower energy consumption, minimal maintenance requirements, and decreased material waste. The robust design ensures continuous operation with minimal downtime, while the precise separation capability improves product quality and consistency. These factors contribute to significant return on investment through increased production efficiency, improved product specifications, and enhanced processing capabilities that support business growth and operational excellence in competitive industrial markets. Key Features: - High-performance vibratory motor delivering consistent screening action - Robust heavy-duty construction for continuous operation in demanding environments - Precise separation capabilities for both coarse and fine material classification - Durable screen meshes designed for various material types and abrasion resistance - Efficient design with accessible components for simplified maintenance procedures Benefits: - Consistent material separation accuracy improving product quality and specifications - Reduced operational downtime through reliable performance and durable construction - Lower energy consumption compared to conventional screening equipment - Minimal maintenance requirements with accessible components for easy servicing - Adaptable to various material types and processing requirements across industries
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This heavy-duty vibrating screen delivers precise separation for coarse and fine materials across demanding industrial operations. Its high-performance vibratory motor ensures consistent screening accuracy while handling diverse materials from large aggregates to fine powders. The robust construction withstands continuous operation in harsh environments, maintaining separation efficiency and reducing material waste during processing. Customizable configurations allow adaptation to specific material characteristics and production requirements. Industries benefit from increased throughput, improved product quality, and reduced operational downtime. The screen's efficient design minimizes energy consumption while maximizing separation accuracy, making it suitable for both primary screening and final product grading applications across various production scales. - Mining operations for separating ores, coal, and minerals by particle size - Aggregate processing plants for grading crushed stone, gravel, and sand - Recycling facilities for sorting construction debris and industrial waste - Chemical processing for powder classification and material separation - Industrial mineral processing for size-based material sorting
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Bien Artium Natural Science Pvt. Ltd, West Bengal
 West Bengal, India
West Bengal, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Heavy Duty Vibrating Screen For Mining Aggregates Recycling
Heavy Duty Vibrating Screen for precise material separation in mining, aggregates, and recycling. Features robust vibratory motor, reliable performance, and customizable options for demanding industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bien Artium Natural Science Pvt. Ltd West Bengal, India
West Bengal, India
Industrial Equipment & MachineryManufacturer