undefined
Apparel & Fashion
Loading subcategories...
View More
Description
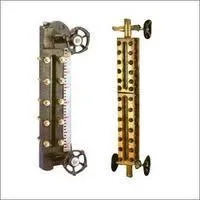
The Industrial Tubular Level Gauge represents a robust solution for direct visual liquid level monitoring in industrial environments. Engineered with heavy-duty borosilicate glass ...
The Industrial Tubular Level Gauge represents a robust solution for direct visual liquid level monitoring in industrial environments. Engineered with heavy-duty borosilicate glass tubes protected within sturdy metallic casings, these gauges provide reliable performance under challenging conditions including pressure variations and temperature extremes. The integrated aluminum scale offers precise level readouts, while the observation window ensures clear visibility without compromising safety. Designed for immediate installation without requiring assembly or on-site testing, these gauges deliver operational readiness that minimizes deployment time and labor costs. Their construction prioritizes both functionality and durability, making them suitable for applications where accurate level indication is critical to process control and safety compliance. These level gauges find extensive application across multiple industrial sectors that depend on precise liquid level management. Chemical processing plants utilize them for monitoring corrosive acids, solvents, and reactive chemicals in vessels and storage tanks. Power generation facilities rely on them for boiler water level indication and control systems. Oil refineries and petrochemical operations employ these gauges for tracking fuel, crude oil, and petroleum product levels. Pharmaceutical manufacturers use them in processes requiring sterile liquid verification, while food and beverage producers implement them for hygienic storage and processing applications. Their versatility extends to water treatment plants, industrial heating systems, and manufacturing processes where visual level confirmation supports both automated controls and manual oversight. Businesses achieve significant operational value through these tubular level gauges by reducing installation complexity and maintenance requirements. The ready-to-fit design eliminates additional assembly labor and testing procedures, allowing for rapid integration into existing systems. The rugged construction ensures long service life even in demanding conditions, translating to fewer process interruptions and reduced replacement costs. Their reliability supports enhanced safety compliance and operational efficiency, while the clear visual indication reduces the risk of overfilling or underfilling incidents. The durable materials withstand harsh industrial environments, providing consistent performance that contributes to overall system reliability and process optimization across diverse applications. Key Features: - Heavy-duty borosilicate glass tube construction for exceptional durability and clarity - Sturdy metallic protective casing with safety observation window - Integrated aluminum scale for precise liquid level measurement and volume indication - Ready-to-install design requiring no assembly or on-site testing procedures - Robust construction suitable for high-pressure and high-temperature applications Benefits: - Provides reliable visual level monitoring with clear, direct visibility - Reduces installation time and labor costs with ready-to-fit design - Ensures long service life through durable, industrial-grade materials - Supports operational safety with accurate level indication and robust construction - Minimizes maintenance requirements with simple, reliable mechanical design
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial Tubular Level Gauges deliver critical visual monitoring for liquid levels in demanding environments. Their robust construction with heavy-wall borosilicate glass ensures reliable performance under pressure and temperature variations, providing clear visibility without complex instrumentation. The ready-to-install design eliminates assembly time, making them ideal for applications where quick deployment and minimal maintenance are essential. These gauges serve industries requiring precise level measurement for operational safety and efficiency. The durable components withstand corrosive chemicals, high temperatures, and mechanical stress, making them suitable for continuous industrial processes. Their straightforward installation reduces system downtime while providing accurate visual confirmation that supports both automated controls and manual oversight across diverse industrial settings. - Monitoring chemical levels in processing reactors and storage tanks at chemical plants - Visual verification of boiler water levels in power generation facilities - Tracking fuel and petroleum product levels in refinery storage vessels - Observing sterile liquid volumes in pharmaceutical manufacturing processes - Monitoring ingredient and product levels in food and beverage processing tanks
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Lnt Industrial Engineering Services, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Tubular Level Gauge Heavy Duty Borosilicate Glass
Industrial Tubular Level Gauge with heavy-duty borosilicate glass provides reliable liquid level monitoring for tanks and process vessels. Ready to install with rugged metal casing for industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Lnt Industrial Engineering Services Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer