undefined
Apparel & Fashion
Loading subcategories...
View More

Description
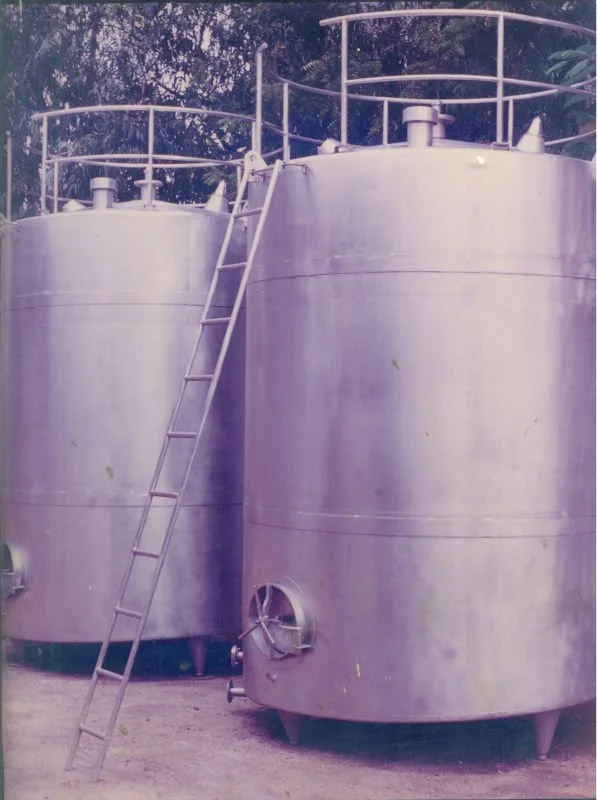
Industrial stainless steel storage tanks are engineered for superior performance and long service life in demanding industrial environments. Manufactured using premium-grade stainl...
Industrial stainless steel storage tanks are engineered for superior performance and long service life in demanding industrial environments. Manufactured using premium-grade stainless steel, these tanks provide exceptional resistance to corrosion, rust, and chemical degradation. The robust construction ensures reliable containment for various liquids while maintaining product purity and safety. Available in multiple capacity options and configurations, these tanks feature smooth internal surfaces that prevent contamination and facilitate easy cleaning. Their design incorporates industry standards for safety and efficiency, making them suitable for both standard and specialized storage requirements across multiple sectors. The straightforward installation process and minimal maintenance needs further enhance their practicality for industrial operations. These storage tanks find extensive application across diverse industrial sectors including chemical processing, food and beverage production, pharmaceutical manufacturing, water treatment systems, and agricultural operations. In chemical plants, they safely contain aggressive substances like acids, alkalis, and solvents without risk of leakage or material degradation. The food industry relies on them for storing ingredients, flavorings, syrups, and edible liquids due to their non-reactive properties and sanitary construction. Pharmaceutical companies utilize these tanks for purified water storage and raw material containment where purity standards are critical. Water treatment facilities employ them for holding potable water and treatment chemicals, while agricultural operations use them for irrigation systems and liquid fertilizer storage applications. Investing in these stainless steel storage tanks delivers significant business value through enhanced operational reliability, reduced maintenance costs, and long-term durability. The corrosion-resistant construction eliminates concerns about tank failure or product contamination, protecting both your materials and production processes. Their extended service life with minimal upkeep requirements provides excellent return on investment over time. The tanks' reliable performance in demanding conditions ensures consistent operation with reduced downtime, contributing to overall operational efficiency. Built to meet international quality standards, these tanks offer peace of mind through their consistent performance and dependable containment capabilities, making them a trusted choice for industrial liquid storage needs worldwide. Key Features: - Premium stainless steel construction ensures maximum durability and long service life - Superior corrosion resistance handles aggressive chemicals and various liquid types - Smooth interior surface design prevents residue accumulation and enables easy cleaning - Multiple capacity options available to suit different storage volume requirements - Simple installation process with low maintenance needs for operational efficiency Benefits: - Extended service life reduces replacement costs and provides long-term value - Corrosion protection maintains product purity and prevents contamination risks - Easy cleaning capability saves time and ensures compliance with hygiene standards - Reliable performance minimizes operational downtime and maintenance interruptions - Versatile application suitability across multiple industries and liquid types
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These stainless steel storage tanks serve critical roles across industries where corrosion resistance, hygiene, and durability are essential. They safely store aggressive chemicals, potable water, food ingredients, pharmaceuticals, and industrial process liquids without contamination risk. The smooth interior surfaces prevent residue buildup and enable thorough cleaning, making them ideal for strict sanitary requirements and regulated environments. Built to perform in demanding settings including manufacturing plants, processing facilities, water treatment stations, and food production units, these tanks support operations across chemical processing, dairy, brewing, pharmaceuticals, and agriculture sectors. Their robust construction withstands harsh industrial conditions while maintaining product integrity. The tanks' design ensures reliable performance in both indoor and outdoor installations, providing versatile storage solutions for various liquid handling needs. - Chemical manufacturing facilities for safe storage of acids, solvents, and corrosive industrial liquids - Food processing plants for hygienic containment of ingredients, syrups, and edible liquid products - Pharmaceutical production for holding purified water, raw materials, and intermediate solutions - Water treatment plants for potable water storage and chemical dosing system applications - Dairy farms and breweries for fermentation processes, milk storage, and liquid processing operations
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | any port in india | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
DHOPESHWAR & SONS, Andhra Pradesh
 Andhra Pradesh, India
Andhra Pradesh, India
Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Stainless Steel Storage Tanks Corrosion Resistant Durable
Industrial stainless steel storage tanks offer corrosion-resistant, durable liquid storage for chemicals, food, pharmaceuticals, and water treatment applications. These reliable tanks feature premium construction and smooth interiors for safe, hygienic containment.
Min. Order Quantity: 1 Set
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
DHOPESHWAR & SONS Andhra Pradesh, India
Andhra Pradesh, India
Manufacturer