₹
Apparel & Fashion
Loading subcategories...
View More
Description
The industrial stainless steel slat chain conveyor represents a high-performance material handling solution designed for efficient and reliable transport of goods in demanding indu...
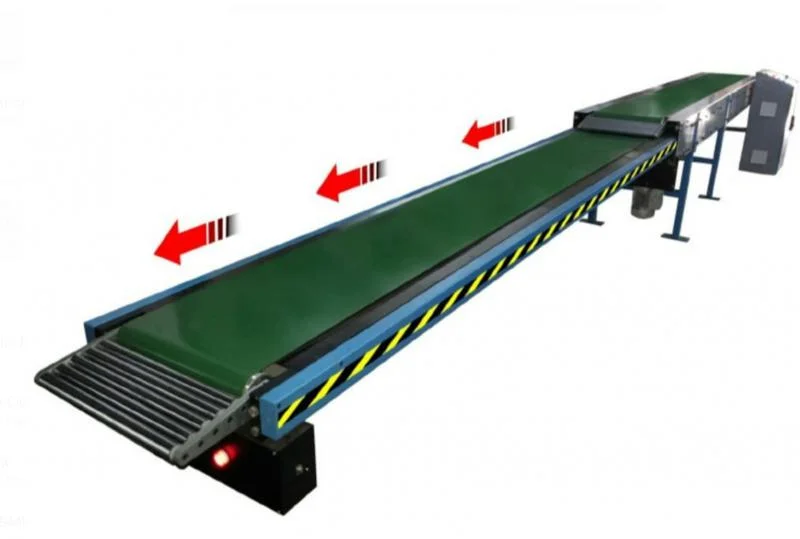
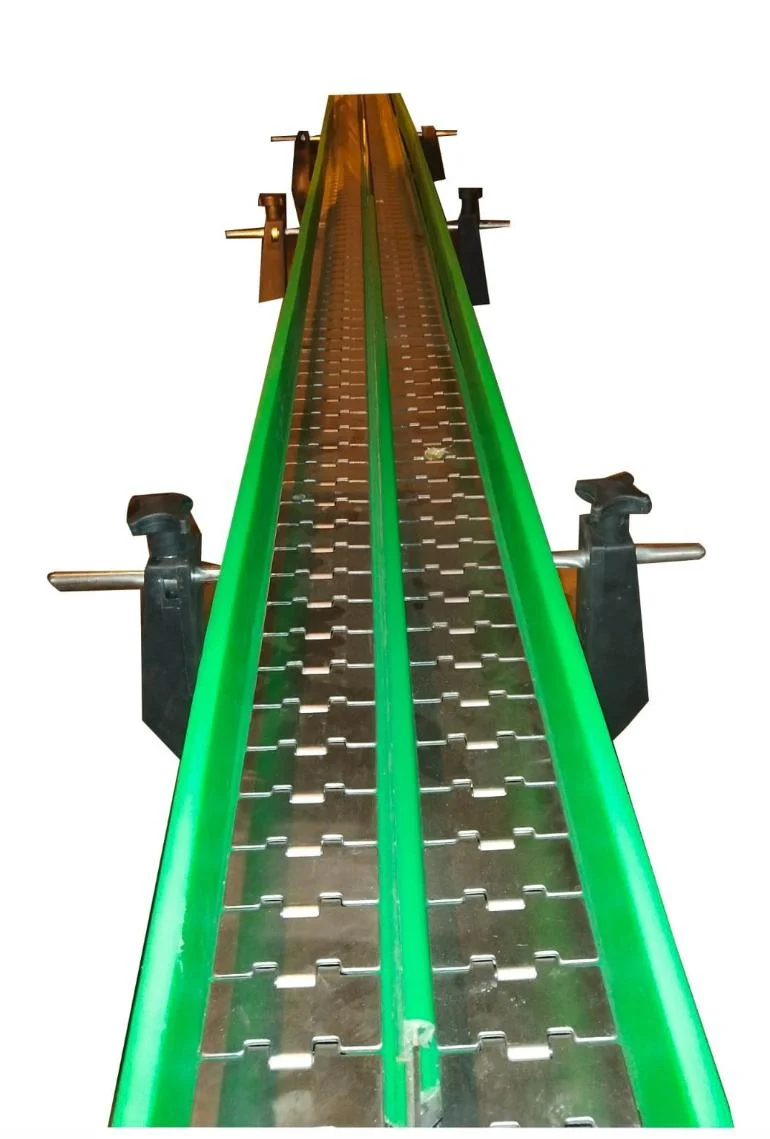
The industrial stainless steel slat chain conveyor represents a high-performance material handling solution designed for efficient and reliable transport of goods in demanding industrial environments. Constructed from premium stainless steel, this conveyor system offers exceptional resistance to corrosion, wear, and heavy loads, ensuring long service life even under challenging operating conditions. The slat chain mechanism provides stable and uniform movement that minimizes product shifting or damage during transit. This conveyor integrates seamlessly into existing production lines, offering a practical solution for businesses seeking to enhance their material handling capabilities without compromising on hygiene standards or operational durability. The system's straightforward design facilitates easy maintenance and cleaning procedures. This versatile conveyor system finds extensive application across multiple industries due to its robust performance and adaptability. In food processing facilities, it meets stringent hygiene requirements while handling everything from raw ingredients to finished packaged products. Pharmaceutical manufacturers rely on it for transporting medicine containers and packaging materials under strict cleanliness protocols. The automotive industry utilizes these conveyors for moving parts along assembly lines, while logistics and warehousing operations employ them for handling bulk goods and palletized items. Manufacturing plants across various sectors benefit from its ability to support automated material handling processes and improve overall workflow efficiency. Investing in this stainless steel slat chain conveyor delivers substantial business value through improved operational efficiency, reduced downtime, and lower maintenance costs. The stainless steel construction ensures long-term reliability, minimizing the need for frequent replacements or repairs. The system's high load-bearing capacity enables it to handle heavy items without performance degradation, thereby enhancing productivity. The conveyor's design focuses on operational efficiency, providing a durable and cost-effective solution that supports continuous operation. These combined factors help businesses maintain competitive advantages in their material handling and logistics operations while ensuring consistent performance over extended periods. Key Features: - Premium stainless steel construction for maximum durability - Corrosion-resistant design suitable for harsh environments - High load capacity for heavy-duty material handling - Stable slat chain mechanism for smooth product transport - Low maintenance requirements with long operational life Benefits: - Enhanced operational efficiency through reliable performance - Reduced maintenance costs and minimal downtime - Improved product protection during transportation - Long service life with consistent operation - Suitable for various industrial applications and environments
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
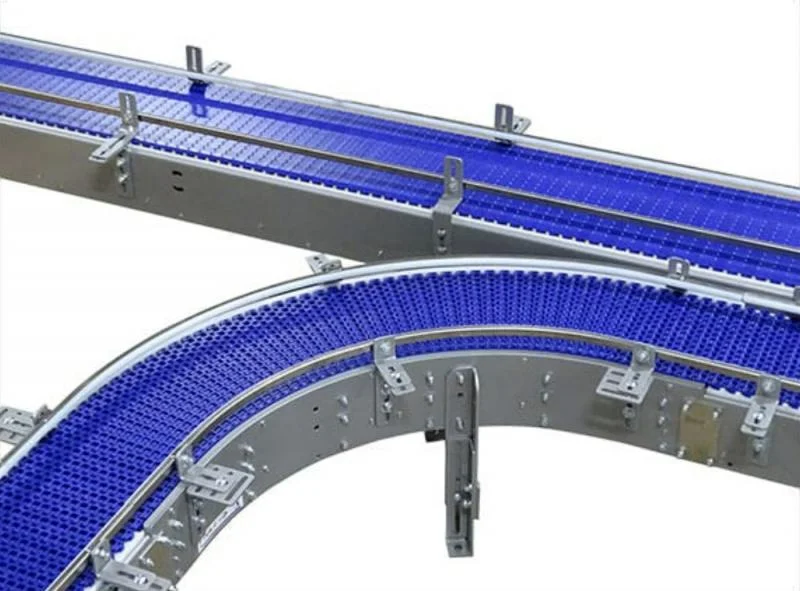
This stainless steel slat chain conveyor is engineered for demanding industrial environments where hygiene, durability, and precision are critical. Its corrosion-resistant construction makes it ideal for wet processing areas and washdown applications in food processing and pharmaceutical facilities. The robust design handles substantial loads with minimal maintenance requirements, ensuring long-term operational reliability and consistent performance in high-throughput production settings. The conveyor system excels in transporting various materials including packaged goods, raw ingredients, and industrial components across multiple sectors. The slat chain mechanism provides stable, uniform movement that reduces product damage and improves handling efficiency. This makes it suitable for automated processes in automotive manufacturing, beverage production, and logistics operations where precise material flow is essential for productivity. - Transporting packaged food products and raw ingredients through food processing facilities - Moving pharmaceutical containers and packaging materials in clean manufacturing environments - Handling bottles, cans, and cartons in beverage production and bottling operations - Conveying automotive parts and components along assembly and production lines - Moving bulk goods and packaged items in warehouse and distribution center operations
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Shine Success System, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Food & Agriculture•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Stainless Steel Slat Chain Conveyor For Heavy Duty Material Handling
Industrial stainless steel slat chain conveyor for heavy-duty material handling. Features corrosion resistance, high load capacity, and smooth transport for food, pharmaceutical, and manufacturing industries. Reliable performance built to last.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Shine Success System Tamil Nadu, India
Tamil Nadu, India
Food & AgricultureManufacturer