undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Industrial Liquid Level Switches with side mounting represent precision engineering for accurate liquid level detection and control in demanding industrial environments. Manufactur...
Industrial Liquid Level Switches with side mounting represent precision engineering for accurate liquid level detection and control in demanding industrial environments. Manufactured with premium components and robust housing materials, these switches deliver consistent performance when handling corrosive media, high-pressure conditions, or extreme temperature variations. The design incorporates reliable switching mechanisms that provide immediate response to level changes, ensuring timely activation of control systems and preventing process disruptions. These industrial-grade monitoring solutions withstand harsh operating conditions while maintaining accuracy and reliability throughout extended service life, making them ideal for continuous operation in challenging industrial settings. These level switches find extensive application across multiple industrial sectors including water and wastewater treatment plants where they monitor filtration systems and storage tanks. Chemical processing facilities utilize them for controlling acid, alkali, and solvent levels in reaction vessels and storage containers. The food and beverage industry employs these switches for hygienic liquid level management in production tanks and processing equipment. Pharmaceutical manufacturers rely on them for precise level control in mixing vessels and storage tanks, while oil and gas operations use them for monitoring fuel, lubricant, and chemical storage in refinery and distribution facilities requiring dependable level monitoring. The business value of these side mounted level switches lies in their exceptional reliability and cost-effective operation. They prevent expensive overflows, eliminate equipment damage from dry running conditions, and reduce maintenance requirements through their durable construction. The flange mounting options and material specifications ensure compatibility with existing systems and specific application requirements. These switches provide long-term operational savings by minimizing downtime, reducing maintenance costs, and ensuring continuous process efficiency. Their proven track record across various industries demonstrates consistent performance and reliability in the most challenging industrial environments, delivering measurable return on investment through improved operational safety and reduced maintenance expenditures. Key Features: - Side mounted design with durable flange construction for industrial applications - Premium electronic components ensuring maximum durability and longevity - Multiple flange mounting options compatible with standard industrial fittings - Suitable for corrosive chemical solutions and non-corrosive liquid applications - Engineered for reliable performance in extreme temperature and pressure environments Benefits: - Prevents costly overflows and equipment damage from dry running conditions - Reduces maintenance requirements through durable construction and reliable operation - Ensures operational safety in demanding industrial environments - Provides long-term cost savings through minimized downtime and maintenance - Delivers consistent performance across various liquid types and industrial applications
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
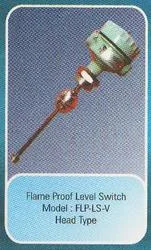
Side mounted level switches deliver critical liquid level monitoring in industrial tanks, silos, and process vessels. These robust devices prevent overflows, eliminate dry running conditions, and ensure operational safety with corrosive or high-temperature liquids. Their durable construction and precise switching capabilities maintain optimal process conditions while preventing costly equipment damage across multiple industrial environments. These industrial level switches serve diverse sectors including water treatment facilities, chemical processing plants, food and beverage production, pharmaceutical manufacturing, and oil and gas storage systems. Their versatile design accommodates various mounting configurations and liquid types, making them suitable for both aggressive chemical solutions and standard water-based applications requiring reliable level detection and control mechanisms. - Monitor high and low liquid levels in industrial storage tanks and silos - Control pump operations to prevent dry running and overflow scenarios - Ensure safe liquid levels in chemical processing and reaction vessels - Manage inventory levels in bulk liquid storage and transfer systems - Provide reliable level detection in water treatment and filtration plants
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Vtech Automation & Engineers, Gujarat
 Gujarat, India
Gujarat, India
Electronics & Electrical•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Liquid Level Switches Side Mounted Durable Flange
Industrial Liquid Level Switches offer reliable side mounted monitoring with durable flange construction for water treatment, chemical processing, and oil and gas applications requiring precise liquid level control.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Vtech Automation & Engineers Gujarat, India
Gujarat, India
Electronics & ElectricalManufacturer