undefined
Apparel & Fashion
Loading subcategories...
View More

Description
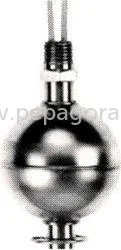
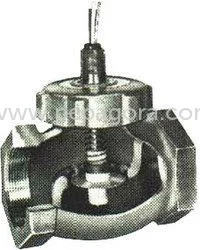
Our industrial side mounted liquid level switch provides reliable point-level detection for demanding applications involving challenging fluids. Engineered to perform where other s...
Our industrial side mounted liquid level switch provides reliable point-level detection for demanding applications involving challenging fluids. Engineered to perform where other sensors struggle, this robust device handles dirty, contaminated, and highly viscous liquids including oils, sludge, wastewater, and aggressive chemicals with consistent accuracy. The operating principle combines simplicity with effectiveness: only a sealed float contacts the liquid, mechanically activating a hermetically sealed switch housed safely away from the fluid. This critical isolation ensures exceptional reliability and extended service life. Constructed with durable all-metal housing, the switch withstands physical impact, high pressures, and corrosive environments. Available in both normally open and normally closed electrical configurations, it integrates seamlessly into control systems, providing essential flexibility for automation and safety circuits across diverse industrial operations. This level switch serves as a vital component across multiple industries managing complex fluids and demanding processes. In water and wastewater treatment facilities, it reliably controls pumps and triggers alarms for sludge levels in clarifiers, preventing overflow and protecting equipment from damage. Manufacturing and chemical processing plants utilize it for monitoring viscous raw materials, solvents, and aggressive chemicals in storage tanks and reaction vessels where precision and durability are critical. Food production facilities depend on it for handling ingredients like syrups, fats, and dairy products where hygiene standards must be maintained alongside reliable operation. The oil and gas industry trusts this switch for monitoring fuel oil, lubricants, and drilling muds in various applications. Additionally, it finds essential roles in power generation, pharmaceutical manufacturing, and industrial processing, demonstrating remarkable versatility for both inventory management and process safety protocols. For industrial buyers and distributors, this product delivers exceptional value through operational reliability and reduced total cost of ownership. The robust design significantly minimizes downtime and maintenance requirements by resisting fouling and failure, directly translating to higher productivity and lower lifetime costs for end users. The straightforward mechanical operation ensures consistent performance without complex calibration or sensitive electronics that can drift or malfunction. This reliability builds trust and strengthens supplier relationships through proven performance. The switch's established track record in solving difficult level control challenges makes it a preferred choice for engineers and plant managers across numerous industries. By providing this solution, you offer a proven, effective component that addresses the most demanding fluid level monitoring requirements with confidence and consistency. Key Features: - All-metal construction for maximum durability in harsh industrial environments - Only the float contacts liquid, preventing clogging from dirty or viscous fluids - Choice of normally open or normally closed electrical configurations - Hermetically sealed switch mechanism protected from process fluids - Robust design withstands physical impact, high pressures, and corrosive conditions Benefits: - Reduced maintenance requirements and extended service life in demanding applications - Reliable performance with dirty, contaminated, and viscous fluids that clog other sensors - Flexible integration into various control systems with electrical configuration options - Consistent operation without complex calibration or electronic drift issues - Lower total cost of ownership through minimized downtime and replacement costs
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This industrial side mounted liquid level switch excels in challenging environments where reliability is non-negotiable. Its unique design ensures only the float contacts process liquids, making it ideal for dirty, contaminated, or highly viscous fluids that would clog conventional sensors. The robust all-metal construction delivers longevity in demanding conditions while maintaining consistent performance across various industrial settings. The switch provides installation and operational flexibility with normally open or normally closed electrical logic options. This versatility makes it essential for system integrators and OEMs across multiple sectors. It serves as a critical control and safety component in tanks, reservoirs, and processing vessels, offering effective point-level detection and pump control solutions for challenging fluid management applications. - Monitoring sludge levels and controlling pumps in wastewater treatment plants to prevent overflow - Managing viscous raw materials and aggressive chemicals in chemical processing storage tanks - Controlling levels of syrups, fats, and dairy products in food production facilities - Safeguarding fuel oil, lubricants, and drilling muds in oil and gas industry systems - Ensuring precise inventory management of process liquids in pharmaceutical manufacturing
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Hamilton Electronics Pvt Ltd, New Delhi
 New Delhi, India
New Delhi, India
Electronics & Electrical•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Side Mounted Liquid Level Switch For Dirty Viscous Fluids
Industrial side mounted liquid level switch for dirty viscous fluids. All-metal design with NO or NC switch logic. Only float contacts liquid for reliable operation in harsh industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Hamilton Electronics Pvt Ltd New Delhi, India
New Delhi, India
Electronics & ElectricalManufacturer