undefined
Apparel & Fashion
Loading subcategories...
View More
Description
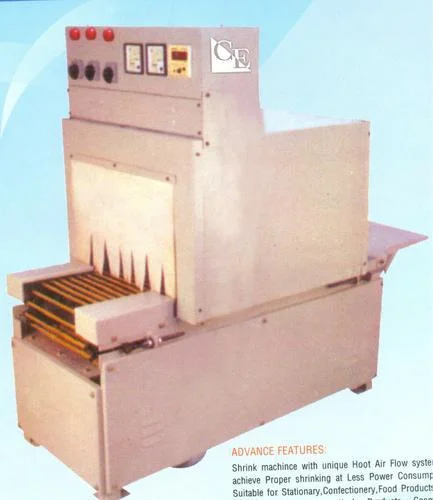
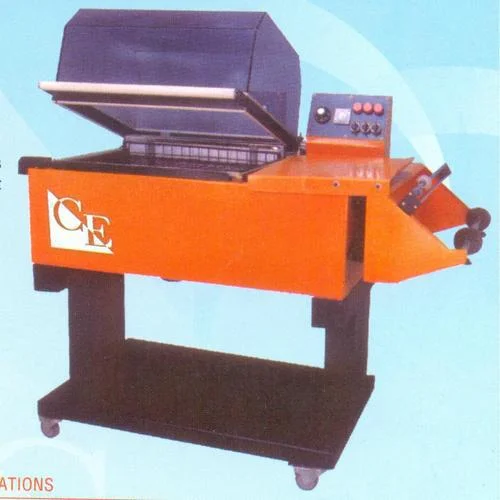
Premium shrink chamber machines represent advanced packaging technology designed for businesses prioritizing product integrity and operational efficiency. These machines shrink and...
Premium shrink chamber machines represent advanced packaging technology designed for businesses prioritizing product integrity and operational efficiency. These machines shrink and seal thin film around a wide range of products, providing reliable protection against moisture, heat, and dust contamination. Featuring spacious chambers that accommodate relatively large items, they are engineered for diverse packaging requirements. Constructed from premium materials using advanced fabrication techniques, these machines deliver durable performance, high-capacity sealing, and fast operation cycles. Their user-friendly design ensures easy installation and seamless integration into existing packaging lines, offering reliable performance with minimal maintenance needs and efficient electricity consumption for continuous operation. These shrink chamber machines serve critical roles across multiple industries including food and beverage, pharmaceuticals, electronics, cosmetics, and consumer goods. In the food sector, they ensure products remain fresh and tamper-proof throughout the supply chain. Pharmaceutical manufacturers depend on them for sterile, contamination-free packaging of medical supplies and devices. Electronics producers utilize them to protect sensitive components from environmental damage, while cosmetics companies benefit from enhanced product presentation and durability. Their versatility and robust construction make them essential equipment for businesses maintaining high packaging standards in competitive market environments. The business value of these shrink chamber machines lies in their proven reliability, operational efficiency, and cost-effectiveness. They significantly reduce packaging time and labor costs through automated, high-speed sealing processes. Their low-maintenance design minimizes operational downtime, while energy-efficient performance helps control electricity expenses. The durable construction ensures long service life without frequent replacements, providing excellent return on investment. By delivering consistent, high-quality seals, they enhance product safety and build customer trust, reducing returns and material waste. These advantages make them a strategic investment for distributors, wholesalers, and importers seeking to optimize packaging processes and strengthen their market position. Key Features: - Spacious chamber design accommodates large products for versatile packaging applications. - High-grade material construction ensures enhanced durability and long operational life. - Advanced sealing technology delivers fast cycle times and high-capacity performance. - User-friendly operation with straightforward installation and minimal training requirements. - Energy-efficient systems reduce electricity consumption and operating costs. Benefits: - Versatile packaging capability handles diverse product sizes and shapes efficiently. - Long-lasting performance reduces replacement frequency and maintenance expenses. - High-speed operation increases throughput and optimizes packaging workflow. - Easy integration and operation minimize staff training time and operational complexity. - Cost-effective performance lowers total operational expenses and energy consumption.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Shrink chamber machines provide robust packaging solutions for businesses handling products of various sizes. They efficiently shrink and seal thin film around items, ensuring protection from environmental factors like moisture, dust, and heat. Built with high-grade materials and advanced technology, these machines support high-volume operations requiring durability and consistent sealing performance across demanding industrial environments. Industries including food and beverage, pharmaceuticals, electronics, cosmetics, and consumer goods rely on these machines for secure, tamper-evident packaging. Their spacious chambers accommodate relatively large products, making them versatile for packaging bottled drinks, medical supplies, electronic components, and retail goods. The machines enable fast sealing cycles and high throughput, streamlining packaging workflows while enhancing product presentation and protection during storage and transport. - Packaging bottled beverages to ensure tamper-evident seals and protection during distribution. - Sealing pharmaceutical products to maintain sterility and prevent contamination risks. - Wrapping electronic components to shield against moisture, dust, and static damage. - Packaging cosmetics and personal care items for retail-ready, attractive presentation. - Securing consumer goods like hardware and toys in clear, durable film for shelf display.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Cozy Tech Enterprises, New Delhi
 New Delhi, India
New Delhi, India
Raw Materials & Chemicals•Trading CompanyRetailer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Premium Shrink Chamber Machines For Secure Product Packaging
Premium shrink chamber machines deliver secure product packaging with high-capacity sealing, moisture and dust protection, and reliable performance for diverse industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Cozy Tech Enterprises New Delhi, India
New Delhi, India
Raw Materials & ChemicalsTrading Company