undefined
Apparel & Fashion
Loading subcategories...
View More

Description
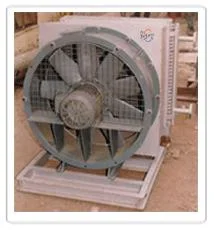
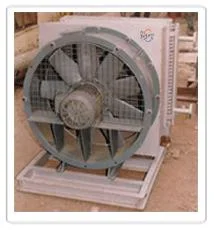
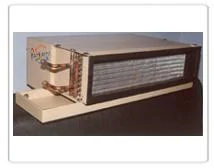
Industrial shell and tube condensers represent the industry standard for efficient heat transfer in demanding applications. These precision-engineered components feature a bundle o...
Industrial shell and tube condensers represent the industry standard for efficient heat transfer in demanding applications. These precision-engineered components feature a bundle of tubes enclosed within a cylindrical shell, creating an optimal environment for vapor condensation into liquid. The design ensures maximum thermal efficiency while maintaining mechanical integrity under extreme operating conditions. Manufacturers construct these units using high-grade materials selected for specific application requirements, ensuring compatibility with various process fluids and environmental conditions. The robust architecture allows for customization in size, pressure rating, and material composition, making them suitable for both standard and specialized industrial applications where reliability cannot be compromised. These condensers find extensive usage across multiple industries that require precise temperature management and efficient heat dissipation. In HVAC and refrigeration sectors, they form the backbone of commercial cooling systems for large buildings, warehouses, and industrial facilities. The chemical processing industry utilizes them for condensing vapors and cooling process streams in manufacturing operations. Power generation plants incorporate shell and tube condensers in steam cycles for energy production, while the oil and gas industry relies on them for hydrocarbon processing and cooling applications. Marine engineers specify these units for shipboard cooling systems where reliability in corrosive saltwater environments is paramount. The value of shell and tube condensers lies in their proven reliability and operational efficiency, which directly impact performance. These components reduce energy consumption through superior thermal transfer characteristics, lowering operational costs over their extended service life. Their durable construction minimizes maintenance requirements and prevents unexpected downtime, ensuring continuous process operations. The customization capabilities allow for perfect integration into existing systems or new installations, providing flexibility for engineering teams. Manufacturers back these units with rigorous testing and quality assurance protocols, giving buyers confidence in their investment for critical applications where failure is not an option. Key Features: - Robust shell and tube construction for maximum heat transfer efficiency - High-grade materials including copper, stainless steel, and titanium for corrosion resistance - Customizable dimensions, pressure ratings, and connection configurations - Engineered to withstand high-pressure and high-temperature operating conditions - Removable tube bundle design for easy maintenance and cleaning access Benefits: - Superior thermal efficiency reduces energy consumption and operating costs - Durable construction ensures long service life with minimal maintenance - Reliable performance prevents system downtime in critical applications - Flexible customization options for perfect system integration - Proven design handles extreme conditions across multiple industries
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
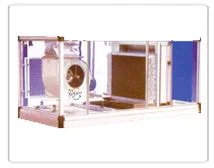
Shell and tube condensers provide essential heat exchange where vapor must condense efficiently under high pressure. Their robust construction handles large-scale industrial demands, ensuring consistent thermal performance and system reliability across diverse operating conditions. These condensers adapt seamlessly to various industrial processes due to their design flexibility and material options. They serve as core components in refrigeration cycles, power generation, and chemical processing, supporting operational continuity and equipment durability in challenging environments. Real-world applications: - Commercial and industrial HVAC systems for building climate control - Refrigeration plants for food storage and processing facilities - Chemical and petrochemical industries for process cooling and condensation - Power generation facilities for steam cycle condenser applications - Marine and offshore platforms for engine cooling and system refrigeration
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Parkaire Engineering Company Pvt Ltd, New Delhi
 New Delhi, India
New Delhi, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Shell And Tube Condensers For HVAC Refrigeration Cooling
Industrial shell and tube condensers deliver reliable cooling for HVAC, refrigeration, and process applications. Engineered for high efficiency and durable performance in demanding environments with custom specifications available.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Parkaire Engineering Company Pvt Ltd New Delhi, India
New Delhi, India
Industrial Equipment & MachineryManufacturer