₹
Apparel & Fashion
Loading subcategories...
View More
Description
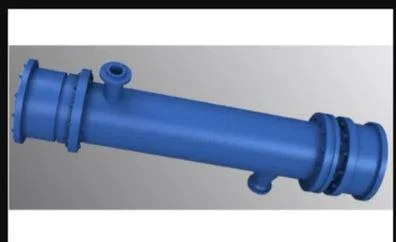
The Shell and Tube Heat Exchanger with graphite tubes and stainless steel shell represents advanced engineering for thermal transfer in corrosive environments. This hybrid system c...
The Shell and Tube Heat Exchanger with graphite tubes and stainless steel shell represents advanced engineering for thermal transfer in corrosive environments. This hybrid system combines the exceptional chemical resistance of impervious graphite with the structural strength of stainless steel, creating a durable solution for industries handling aggressive media. The graphite tubes, impregnated with modified phenolic resin, provide superior resistance to acids and corrosive vapors while maintaining excellent thermal conductivity. The stainless steel shell components ensure mechanical integrity and long operational life, supporting working temperatures up to 160°C and pressures of 3-4 kg/cm². Available with heat-transfer areas up to 40 m², this exchanger is designed for reliable performance in demanding process conditions where conventional materials would fail prematurely. This heat exchanger serves critical functions across multiple industries requiring corrosion-resistant thermal management. In chemical processing, it handles hydrochloric acid cooling and condensation, acid gas absorption, and reactor temperature control. Pharmaceutical manufacturers utilize it for heat recovery systems, solvent condensation, and process cooling where material purity is non-negotiable. Food processing applications include thermal systems for acidic ingredients, cleaning solution heating, and process fluid temperature regulation. The unit's corrosion resistance makes it equally valuable for metal finishing operations, electroplating facilities, and wastewater treatment plants where aggressive chemicals are present daily. The business value of this hybrid heat exchanger lies in its reliability and reduced lifecycle costs. By combining graphite's chemical resistance with stainless steel's durability, this system minimizes downtime and maintenance requirements compared to conventional exchangers. The design ensures consistent thermal performance over extended periods, reducing energy consumption and improving process efficiency. For operations handling corrosive media, this exchanger represents a long-term investment in process stability and safety, with proven performance in challenging industrial environments. Its construction materials and design principles have been validated through extensive field applications, providing confidence in its suitability for critical thermal transfer operations. Key Features: - Graphite tubes impregnated with modified phenolic resin for maximum corrosion resistance - Stainless steel shell, baffles, and tie rods providing structural integrity - Working temperature range up to 160°C for versatile process applications - Operating pressure capability of 3-4 kg/cm² for demanding industrial environments - Heat-transfer area options up to 40 m² to match specific process requirements Benefits: - Exceptional resistance to aggressive acids and corrosive media extending equipment life - High thermal conductivity of graphite ensures efficient heat transfer performance - Reduced maintenance requirements and downtime compared to conventional exchangers - Suitable for industries requiring material purity including pharmaceutical and food processing - Proven reliability in continuous operation with corrosive chemicals and vapors
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This hybrid graphite-stainless steel heat exchanger is specifically designed for challenging industrial environments where aggressive chemicals and acids are present. Its corrosion-resistant construction makes it suitable for continuous operation in processes involving hydrochloric acid, sulfuric acid, and other corrosive media that would degrade conventional metal exchangers. The system excels in applications requiring precise temperature control while maintaining material purity. The graphite tubes provide excellent thermal conductivity while resisting chemical attack, making this unit ideal for industries where contamination cannot be tolerated. This combination of materials ensures long service life even in the most demanding processing conditions. - Cooling and condensing hydrochloric acid vapors in chemical manufacturing plants - Heat recovery systems in pharmaceutical production where purity is critical - Thermal processing in food industries handling acidic ingredients and cleaning solutions - Absorption columns for acid gas treatment in environmental control systems - Process cooling for metal finishing and electroplating operations using corrosive baths
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Ultimo Engineers, Gujarat Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Corrosion Resistant Graphite Tube Stainless Steel Shell Heat Exchanger
Shell and Tube Heat Exchanger with graphite tubes and stainless steel shell for corrosive media handling in chemical, pharmaceutical, and food processing applications requiring reliable thermal transfer.
Min. Order Quantity: 1
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Ultimo Engineers
 Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer