undefined
Apparel & Fashion
Loading subcategories...
View More

Description
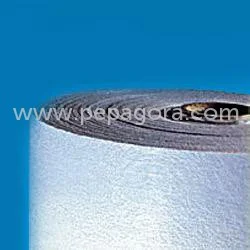
Industrial commercial rock wool slabs represent advanced insulation technology manufactured from molten basalt rock spun into durable fibers and compressed into rigid panels. These...
Industrial commercial rock wool slabs represent advanced insulation technology manufactured from molten basalt rock spun into durable fibers and compressed into rigid panels. These engineered slabs maintain structural integrity across diverse environmental conditions while delivering exceptional thermal insulation performance. The natural composition provides inherent fire resistance, excellent thermal regulation, and superior acoustic absorption capabilities. Designed for straightforward installation on both flat and curved surfaces, these slabs ensure comprehensive coverage and optimal performance in complex industrial and architectural applications. Their robust construction withstands mechanical stress and environmental factors while maintaining consistent insulation properties over extended service life. These insulation slabs serve critical functions across multiple sectors including construction, manufacturing, energy production, and HVAC systems. In commercial construction, they are essential for building envelopes, curtain walls, and cavity wall systems where thermal efficiency and fire safety requirements are stringent. Industrial facilities utilize them for insulating processing equipment, large storage vessels, and piping systems operating at elevated temperatures. The power generation industry employs these slabs in plants and energy facilities, while the marine sector uses them for shipbuilding applications. Their versatility extends to specialized uses in automotive manufacturing plants, cold storage facilities, and sound-sensitive environments requiring precise acoustic control. The business value of rock wool slabs lies in their proven reliability, long service life, and comprehensive performance advantages. These insulation solutions deliver measurable return on investment through significant energy consumption reduction, lower operational costs, and compliance with building codes and safety standards. Their non-combustible nature provides critical fire protection that can potentially reduce insurance premiums while enhancing overall facility safety. The material's durability ensures consistent performance without degradation over time, minimizing replacement expenses and operational downtime. The product's environmental credentials include recyclability and sustainable manufacturing processes that support corporate sustainability objectives and green building certification requirements. Key Features: - Superior thermal insulation performance across extreme temperature ranges - Excellent acoustic absorption properties for noise control applications - Non-combustible composition with high fire resistance ratings - Maintains structural integrity under various environmental conditions - Available in multiple densities and thicknesses for specific requirements Benefits: - Significant energy cost savings through improved thermal efficiency - Enhanced acoustic comfort through effective noise reduction - Improved fire safety with non-combustible protection - Long-term durability reducing maintenance and replacement costs - Compliance with building regulations and environmental standards
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Rock wool slabs deliver exceptional thermal and acoustic insulation performance across industrial and commercial environments. Engineered to withstand extreme temperature variations from high-heat industrial processes to climate-controlled spaces, these slabs maintain consistent performance while offering natural fire resistance and superior sound absorption capabilities. Their robust construction ensures long-term reliability in demanding applications. These versatile slabs adapt seamlessly to various surfaces including ductwork, large vessels, cavity walls, and curtain wall systems. The material's flexibility allows installation on both flat and curved surfaces while maintaining optimal insulation properties. Manufacturers can provide specific dimensions and densities to match project requirements, ensuring perfect integration into diverse architectural and industrial designs without compromising performance. - HVAC system insulation for commercial building ductwork and air handling units - Noise reduction in entertainment venues including theaters and performance spaces - Fire protection for structural components in manufacturing and processing facilities - Thermal efficiency in cold storage warehouses and refrigeration systems - Building envelope insulation for high-rise commercial and residential structures
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Kavita Trading Co, Maharashtra
 Maharashtra, India
Maharashtra, India
Trading CompanyDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Commercial Rock Wool Slabs For Thermal Acoustic Insulation
Industrial commercial rock wool slabs provide superior thermal acoustic insulation with fire resistance for ducts, vessels, and building applications. High-performance solution for extreme temperature environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Kavita Trading Co Maharashtra, India
Maharashtra, India
Trading Company