undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Rhodamine B liquid dye represents a high-performance fluorescent solution designed for demanding industrial and research applications. This water-soluble dye demonstrates exception...
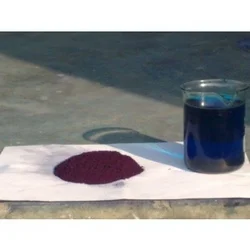
Rhodamine B liquid dye represents a high-performance fluorescent solution designed for demanding industrial and research applications. This water-soluble dye demonstrates exceptional solubility in methanol and ethanol, ensuring easy integration into various processing systems. Known for its vibrant pink to red coloration and intense fluorescence under specific lighting conditions, this dye delivers consistent results across multiple applications. The liquid concentrate formulation allows for straightforward dilution and precise concentration control, while its classification as Colour Index Basic Violet 10 guarantees standardized quality and performance characteristics that professionals can depend on for their critical processes. Multiple industries benefit from the unique properties of Rhodamine B liquid dye in their daily operations. Textile manufacturers utilize this dye for coloring natural fibers including silk, wool, and cotton, achieving bright and colorfast results that meet market demands. The biotechnology and research sectors rely on its fluorescent capabilities for advanced techniques such as fluorescence microscopy, where it enables detailed visualization of cellular structures, and flow cytometry, where it facilitates accurate cell analysis and sorting. Additionally, paper manufacturing and specialty ink production industries incorporate this dye for coloring applications, leveraging its solubility and consistent performance to achieve vibrant and uniform results in their final products. Businesses choose Rhodamine B liquid dye for its proven reliability and consistent quality that reduces operational uncertainties and enhances end-product value. The dye's adaptability across different industrial processes and research applications makes it a cost-effective solution for organizations seeking versatile dye options. While proper handling protocols are necessary due to its chemical properties, these are easily managed in controlled environments, ensuring safe usage without compromising performance. This combination of technical excellence, application flexibility, and dependable performance delivers significant operational advantages, supporting industries in achieving their production targets and research objectives efficiently. Key Features: - High solubility in water, methanol, and ethanol - Classified as Colour Index Basic Violet 10 - Intense fluorescence for enhanced visibility - Liquid concentrate form for easy dilution - Stable performance across various applications Benefits: - Consistent and reliable dyeing results - Versatile application across multiple industries - Easy integration into existing processes - Enhanced visibility in research applications - Standardized quality for predictable outcomes
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Rhodamine B liquid dye delivers exceptional performance in textile manufacturing, providing vibrant and lasting coloration for natural fibers including silk, wool, and cotton. Its intense fluorescence and excellent solubility ensure uniform dye penetration and color consistency across fabric batches, making it a preferred choice for industrial textile processing where quality and reliability are paramount. This versatile dye also serves critical functions in paper coloring and specialty ink production, where its compatibility with various solvents enables precise formulation control and brilliant results in industrial printing applications. In biotechnology and scientific research, Rhodamine B is valued for its stable fluorescent properties that enable advanced analytical techniques. Researchers utilize this dye in fluorescence microscopy for detailed cellular and tissue imaging, while flow cytometry applications benefit from its precise cell counting and sorting capabilities. The dye's consistent performance in ELISA assays supports accurate biomedical diagnostics and research outcomes, making it an essential tool for laboratories requiring dependable fluorescent markers for their investigative work. - Textile dyeing processes for silk, wool, and cotton fabrics - Fluorescence microscopy for cellular and tissue imaging - Flow cytometry applications in cell analysis and sorting - ELISA assays in biomedical research and diagnostics - Industrial paper coloring and specialty ink manufacturing
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Bhagvandas Maganlal Shah, West Bengal
 West Bengal, India
West Bengal, India
Raw Materials & Chemicals•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Rhodamine B Liquid Dye For Textile Dyeing And Biotech Fluorescence
Rhodamine B liquid dye is a water-soluble fluorescent dye with high solubility in methanol and ethanol, ideal for textile dyeing and biotech applications including microscopy and flow cytometry, trusted for reliability and consistent performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bhagvandas Maganlal Shah West Bengal, India
West Bengal, India
Raw Materials & ChemicalsManufacturer