undefined
Apparel & Fashion
Loading subcategories...
View More

Description
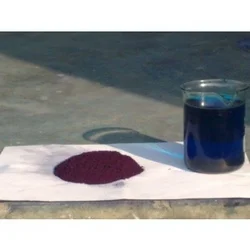
Rhodamine B Liquid Dyes are premium fluorescent colorants designed for industrial and commercial applications, delivering intense, long-lasting coloration with exceptional solubili...
Rhodamine B Liquid Dyes are premium fluorescent colorants designed for industrial and commercial applications, delivering intense, long-lasting coloration with exceptional solubility in water and various organic solvents. Known for their bright pink to red hues and strong fluorescence under UV light, they enhance both visibility and aesthetic appeal. Manufactured under stringent quality controls, they ensure batch-to-batch consistency, purity, and compliance with industry standards, making them a reliable choice for businesses seeking dye solutions that meet specific technical and visual requirements without compromising performance or safety. Industries such as textiles, printing, plastics, and biotechnology extensively use Rhodamine B Liquid Dyes for their superior coloring properties and functional benefits. In textile manufacturing, they are applied to synthetic fibers, delivering excellent color fastness and brightness. The printing industry utilizes these dyes in inks for security printing, packaging, and promotional materials due to their vivid output and durability. Plastic manufacturers incorporate them into products requiring vibrant, stable colors, while research laboratories rely on them for staining and tracing in scientific experiments. Their versatility also supports niche applications like forensic marking and water flow studies, where fluorescence is essential for detection and analysis. For buyers, Rhodamine B Liquid Dyes offer significant value by enhancing product quality, operational efficiency, and market competitiveness. Their reliability reduces production downtime and waste, ensuring consistent output that meets client specifications. The dye's stability and compliance with industrial safety standards minimize risks, build trust with end-users, and support long-term partnerships. Investing in this product means acquiring a solution that delivers durability, performance, and value across a wide range of applications, ultimately driving business growth and customer satisfaction. Key Features: - High fluorescence intensity for enhanced visibility and aesthetic appeal under UV light. - Excellent solubility in water and common organic solvents for easy integration into formulations. - Stable chemical composition ensuring color fastness and resistance to fading over time. - Consistent batch-to-batch quality maintained through strict manufacturing controls. - Versatile compatibility with textiles, inks, plastics, and laboratory applications. Benefits: - Enhances product visibility and appeal with vibrant, long-lasting fluorescent colors. - Simplifies production processes through easy integration and reliable performance. - Reduces waste and rework with consistent, high-quality results across batches. - Supports diverse industrial needs with proven stability and durability. - Builds trust and satisfaction by meeting strict safety and quality standards.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Rhodamine B Liquid Dyes are versatile, high-performance colorants engineered for industries requiring bright, stable fluorescent colors. Their excellent solubility and consistent quality ensure reliable integration into diverse manufacturing processes, delivering vibrant results even in demanding environments. These dyes meet strict industrial standards, providing dependable performance where color intensity and longevity are critical. They enhance both aesthetic appeal and functional durability across various production systems, supporting consistent output and operational efficiency. Real-world applications: - Textile dyeing and printing for synthetic fabrics like nylon and acrylic, offering vivid shades with high wash fastness. - Manufacturing of inks for ballpoint pens, stamp pads, and flexographic printing due to superior flow and color strength. - Fluorescent tracing in environmental studies, hydrological testing, and leak detection systems for accurate monitoring. - Plastic and polymer coloration for toys, packaging, and consumer goods, ensuring uniform dispersion and UV stability. - Biological staining and microscopy in research laboratories for cell imaging and diagnostic applications.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Bhagvandas Maganlal Shah, West Bengal
 West Bengal, India
West Bengal, India
Raw Materials & Chemicals•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Rhodamine B Liquid Dyes For Fluorescent Textiles Inks Plastics
Industrial Rhodamine B Liquid Dyes deliver vibrant fluorescence and superior stability for textiles, inks, and plastics manufacturing, ensuring high purity and reliable performance in demanding industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bhagvandas Maganlal Shah West Bengal, India
West Bengal, India
Raw Materials & ChemicalsManufacturer