undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Our industrial-grade PVC sheets represent advanced material engineering designed for professionals requiring uncompromising quality and performance. These sheets feature superior w...
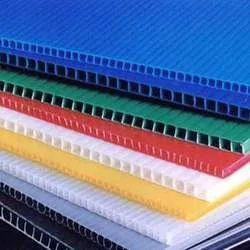
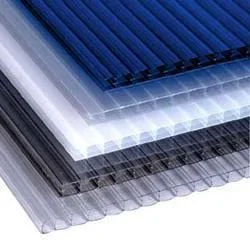
Our industrial-grade PVC sheets represent advanced material engineering designed for professionals requiring uncompromising quality and performance. These sheets feature superior waterproof capabilities, exceptional flame resistance, and excellent sound insulation properties that distinguish them in the market. Manufactured to rigorous standards, they offer non-toxic composition, acid and alkali resistance, and reliable electrical insulation, ensuring safety across diverse applications. Available in thickness ranges from 4mm to 25mm with standard dimensions including 918x1830mm, 1220x2440mm, 2050x3050mm, and 1560x3050mm, these sheets provide the flexibility needed for specific project requirements. These PVC sheets serve multiple industries with their versatile application potential. In construction, they are extensively used for roofing systems, interior partitions, and temporary structures requiring weather resistance and durability. Manufacturing facilities utilize them as protective barriers, machine covers, and safety partitions where chemical resistance and flame retardancy are essential. The advertising industry values these sheets for creating durable outdoor displays that withstand environmental elements. They are increasingly adopted in acoustic engineering for soundproofing offices, studios, and commercial spaces, while storage and logistics companies use them for moisture-resistant lining and protective solutions. The value of these PVC sheets lies in their exceptional reliability and long-term cost-effectiveness. Their durable construction ensures reduced replacement frequency and lower maintenance costs, providing significant return on investment. The material's inherent safety features, including flame resistance and electrical insulation, reduce workplace risks and potential liability issues. Furthermore, their resistance to chemicals, moisture, and environmental factors ensures consistent performance even in challenging conditions, making them a smart investment for enhancing operational efficiency and safety standards. Key Features: - Waterproof and moisture-resistant construction for reliable wet environment performance - Anti-flaming properties that enhance safety and meet fire resistance standards - Excellent sound insulation capabilities for noise reduction applications - Non-toxic composition with resistance to acids, alkalis, and chemicals - Electricity insulated design providing additional safety protection Benefits: - Long-lasting durability reduces replacement costs and maintenance requirements - Enhanced safety through flame resistance and electrical insulation properties - Effective noise control improves working environment quality - Chemical resistance ensures performance in harsh industrial conditions - Versatile applications across multiple industries provide flexible usage options
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These premium PVC sheets deliver exceptional durability for demanding industrial environments where safety and performance are critical. Their waterproof nature, flame resistance, and chemical protection make them ideal for construction projects, factory settings, and infrastructure development. The robust material ensures long-term reliability under harsh conditions, reducing maintenance costs while enhancing operational safety across various applications. Beyond industrial settings, these versatile PVC sheets serve commercial sectors requiring dependable material solutions. They provide effective soundproofing for offices, studios, and public spaces while offering customization for specific design needs. The material's non-toxic properties and electrical insulation make it safe for diverse environments, from protective barriers to applications demanding both functionality and aesthetic flexibility. - Construction industry roofing, wall partitions, and temporary shelters requiring weather resistance and durability - Industrial protective barriers and machine covers in factories needing chemical resistance and flame retardancy - Sound insulation panels for offices, recording studios, and commercial spaces requiring noise reduction - Weather-resistant signage and advertising boards for long-lasting outdoor visibility - Moisture-resistant lining for storage facilities and warehouses requiring protection from humidity
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Varun Plastics, New Delhi
 New Delhi, India
New Delhi, India
Industrial Equipment & Machinery•Trading CompanyDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial PVC Sheets Waterproof Flame Resistant Sound Insulation
Industrial PVC sheets offer waterproof protection, flame resistance, and sound insulation for construction and industrial use. Available in 4-25mm thicknesses and multiple sizes for reliable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Varun Plastics New Delhi, India
New Delhi, India
Industrial Equipment & MachineryTrading Company