undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Our premium PU food grade hoses represent the pinnacle of industrial transfer technology, manufactured from high-quality ether-polyurethane with spring steel wire spiral reinforcem...
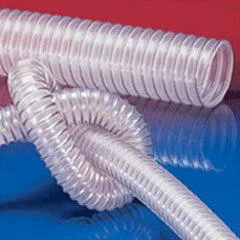
Our premium PU food grade hoses represent the pinnacle of industrial transfer technology, manufactured from high-quality ether-polyurethane with spring steel wire spiral reinforcement for exceptional abrasion resistance and extended service life. These hoses meet stringent FDA 21 CFR 177.2600 and EC 2002/72/EC standards, ensuring complete safety for direct food contact applications. They maintain excellent flexibility across a wide temperature range from -40°C to +90°C, with short-term tolerance up to +125°C, making them suitable for various environmental conditions. The smooth interior surface minimizes flow resistance and prevents material buildup, while the robust construction resists kinking and maintains structural integrity under pressure, ensuring consistent performance in demanding operations and challenging industrial settings. These food grade hoses serve critical roles across multiple industries including food and beverage processing, pharmaceutical manufacturing, chemical handling, and industrial material transfer systems. In food processing plants, they safely transport ingredients, powders, and liquids without contamination risk while maintaining product purity. Pharmaceutical facilities rely on them for precise powder transfer and material handling where absolute purity is paramount and regulatory compliance is essential. Chemical plants utilize their excellent resistance to oils and chemicals, while manufacturing facilities deploy them in vacuum systems, pneumatic conveying, and dust extraction applications where reliability and safety are non-negotiable requirements for continuous operation. The business value of these PU food grade hoses lies in their exceptional reliability, reduced maintenance requirements, and long service life that directly impact operational efficiency and cost savings. Their compliance with international standards provides assurance to quality-conscious buyers, while their proven performance ensures consistent operation across diverse applications. The hoses' resistance to abrasion, chemicals, and extreme temperatures ensures dependable performance, reducing downtime and replacement costs significantly. Their flame-retardant properties and electrostatic discharge capability add an extra layer of safety for workers and facilities, making them a smart investment for businesses prioritizing both performance and workplace safety while maintaining operational excellence. Key Features: - FDA 21 CFR 177.2600 and EC 2002/72/EC compliant for food safety - Exceptional abrasion resistance with spring steel wire reinforcement - Wide temperature range from -40°C to +90°C with +125°C short-term tolerance - Smooth interior surface minimizes flow resistance and prevents buildup - Robust construction maintains structural integrity under pressure Benefits: - Extended service life reduces replacement frequency and costs - Compliance with international standards ensures product safety - Reduced maintenance requirements increase operational efficiency - Consistent performance across diverse environmental conditions - Enhanced safety features protect workers and facilities
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These premium polyurethane food grade hoses are engineered for demanding industrial transfer and suction operations across multiple sectors. They handle abrasive materials, powders, granules, and various media with exceptional reliability while maintaining full compliance with international food safety standards. The robust construction ensures long service life even in challenging environments with consistent performance. Ideal for de-dusting systems, industrial vacuum cleaners, and pneumatic conveying setups where hygiene and durability are critical requirements. The smooth interior surface ensures optimized flow efficiency and minimal residue buildup, making them perfect for continuous operation in food processing, pharmaceutical, and chemical handling applications with zero contamination risk and maximum operational safety. - Food and beverage processing lines for ingredient transfer and material handling - Pharmaceutical manufacturing facilities for precise powder transfer systems - Industrial vacuum and suction systems for material recovery operations - Pneumatic conveying of granules, chips, and abrasive materials in manufacturing - Dust extraction and environmental control systems across industrial facilities
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Vijay Engineering Corporation, New Delhi
 New Delhi, India
New Delhi, India
Home & Lifestyle•Distributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Premium PU Food Grade Hoses For Industrial Transfer And Suction
Premium PU food grade hoses for industrial transfer and suction applications. FDA and EC compliant for safe handling of solids, liquids, and gases with superior abrasion resistance, flexibility, and durability.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Vijay Engineering Corporation New Delhi, India
New Delhi, India
Home & LifestyleDistributor / Wholesaler







