undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Our industrial protective coating represents advanced corrosion prevention technology specifically engineered for demanding industrial applications. This high-performance formulati...
Our industrial protective coating represents advanced corrosion prevention technology specifically engineered for demanding industrial applications. This high-performance formulation creates an impermeable barrier that actively protects surfaces from aggressive chemicals, moisture, atmospheric corrosion, and extreme environmental conditions. Combining premium resins with advanced corrosion inhibitors, the coating delivers a durable, flexible protective layer that maintains integrity under thermal stress and physical impact. Suitable for both interior and exterior use, it offers straightforward application and rapid curing times, minimizing operational downtime while providing long-lasting protection that reduces maintenance costs and extends asset service life across various industrial settings. This protective coating serves critical functions across numerous industries where corrosion resistance directly impacts operational safety and efficiency. In oil and gas operations, it protects pipelines, storage tanks, and refinery equipment from corrosive hydrocarbons and processing chemicals. Marine industries depend on it for ship hulls, offshore platforms, and coastal infrastructure constantly exposed to saltwater environments. Manufacturing facilities utilize it to safeguard machinery, floor surfaces, and structural components from chemical spills and mechanical abrasion. The wastewater treatment sector applies it to concrete tanks and containment structures to prevent degradation from aggressive effluents, while chemical processing plants and power generation facilities rely on its durable protection against corrosive elements for continuous, safe operations. The business value of this protective coating lies in its exceptional reliability and long-term cost-effectiveness. By significantly extending the service life of valuable assets and infrastructure, it delivers substantial return on investment through reduced maintenance requirements, decreased operational downtime, and minimized replacement costs. The coating's proven performance record and consistent quality make it a trusted choice for industrial buyers who prioritize supplier reliability and product consistency. Compliance with international industry standards and rigorous quality testing provides assurance that the coating will perform as specified even in the most demanding industrial environments, offering peace of mind and predictable performance across diverse applications and conditions. Key Features: - Exceptional resistance to chemicals, acids, solvents, and corrosive substances - Superior adhesion to various substrates including metal, concrete, and composites - Flexible formulation that withstands thermal expansion and contraction without cracking - Consistent viscosity and drying times for reliable application performance - UV resistant and weatherproof properties for outdoor and indoor applications Benefits: - Extends service life of industrial assets and infrastructure significantly - Reduces maintenance costs and operational downtime across facilities - Provides reliable protection in extreme environmental and chemical conditions - Ensures consistent performance across diverse industrial applications - Delivers long-term cost savings through durable, lasting protection
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
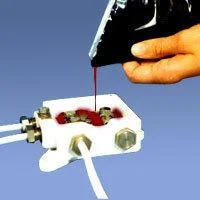
This industrial protective coating forms a robust barrier against aggressive chemicals, acids, and corrosive substances in demanding environments. Its superior adhesion properties ensure long-lasting protection for metal surfaces, concrete structures, and industrial equipment exposed to constant chemical exposure and moisture. The coating maintains flexibility under thermal stress and mechanical impact, preventing cracks and peeling while providing consistent protection across various substrates and application methods. Versatile application across multiple industries makes this coating essential for operations where corrosion prevention is critical. It serves oil and gas facilities, marine environments, manufacturing plants, and wastewater treatment operations with equal effectiveness. The formulation withstands extreme temperatures, chemical spills, and abrasive conditions while maintaining structural integrity. Easy application methods including brush, roller, or spray ensure efficient deployment across diverse industrial settings with minimal downtime. - Protecting chemical storage tanks and processing equipment from corrosive substances - Coating marine vessels and offshore structures against saltwater corrosion - Shielding factory floors and work surfaces from chemical spills and abrasion - Insulating industrial machinery and equipment in manufacturing facilities - Waterproofing concrete structures in wastewater treatment and chemical plants
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Lympro Chem Pvt Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Raw Materials & Chemicals•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Protective Coating Chemical Corrosion Resistance Durable
Industrial Protective Coating Chemical offers superior corrosion resistance and durability for harsh environments. This premium coating protects metal and concrete surfaces with reliable performance trusted by industrial buyers worldwide.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Lympro Chem Pvt Ltd Maharashtra, India
Maharashtra, India
Raw Materials & ChemicalsManufacturer