undefined
Apparel & Fashion
Loading subcategories...
View More

Description
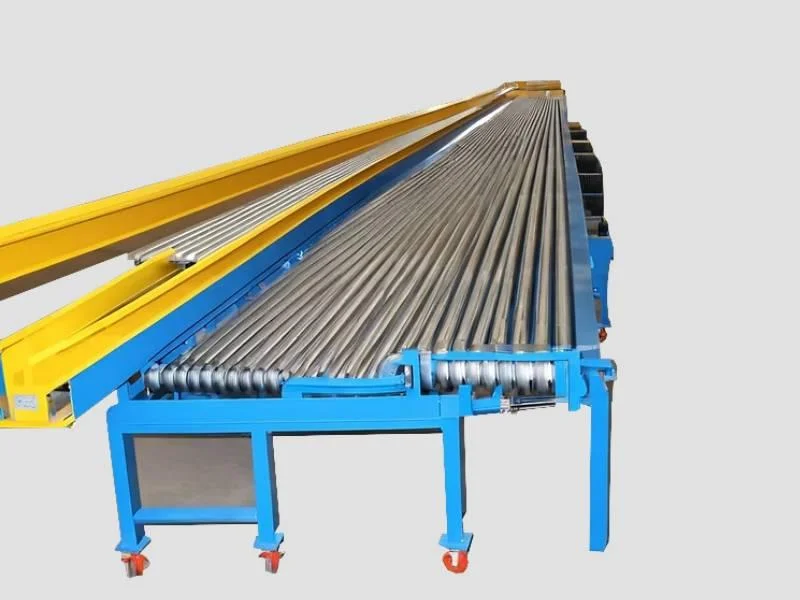
Powered roller conveyors are motor-driven material handling systems designed to automate the transport of cartons, pallets, and goods in industrial and commercial settings. Unlike ...
Powered roller conveyors are motor-driven material handling systems designed to automate the transport of cartons, pallets, and goods in industrial and commercial settings. Unlike gravity conveyors, these systems use motorized rollers powered by chains, belts, or integrated motors to ensure smooth, consistent movement without manual intervention. Their robust construction and modular design allow them to handle light, medium, and heavy loads, making them suitable for high-volume operations. With customizable layouts including straight, curved, or zoned configurations, these conveyors adapt seamlessly to diverse workflow requirements and integrate with packaging lines, sorting systems, and automation technologies. These conveyors are widely used across industries such as logistics, manufacturing, e-commerce, food and beverage, and automotive. In warehouses and distribution centers, they facilitate efficient order fulfillment and parcel handling. Manufacturing plants rely on them for moving components and finished products along assembly lines, while e-commerce hubs use them for sorting and processing orders. The food and beverage industry benefits from their ability to handle crates and cartons, and automotive facilities use them for transporting parts and assemblies. Their versatility and reliability make them indispensable in environments demanding continuous, automated material flow. For importers, distributors, and wholesalers, powered roller conveyors offer significant business value by enhancing productivity, reducing labor costs, and minimizing operational delays. Their reliability ensures consistent performance in high-demand settings, while quality construction provides tailored solutions for specific industry needs. These systems are built with durability in mind, requiring low maintenance and providing long-term operational efficiency. By automating material handling, they improve workplace safety, reduce manual errors, and support scalable growth for businesses in logistics, manufacturing, and distribution sectors. Key Features: - Motor-driven rollers for automated, consistent material movement - Robust construction to handle light, medium, and heavy loads - Customizable layouts including straight, curved, or zoned configurations - Integration capability with packaging lines, sorting systems, and automation - Adjustable speed controls for optimized workflow efficiency Benefits: - Enhanced productivity through automated material handling - Reduced labor costs by minimizing manual intervention - Improved workplace safety with automated movement systems - Scalable operations supporting business growth and expansion - Long-term reliability with low maintenance requirements
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Powered roller conveyors are essential for modern warehouses and distribution centers, where they automate the movement of cartons, parcels, and pallets. These systems streamline order fulfillment, reduce manual handling, and support high-volume operations with consistent reliability, making them ideal for demanding industrial environments. Manufacturing plants utilize these conveyors to transport components and finished products along assembly lines, ensuring smooth production flow. Their flexibility allows seamless integration with packaging systems, sorting equipment, and automated workflows, enhancing efficiency in e-commerce hubs, logistics facilities, and various industrial settings. - Warehouses and distribution centers for efficient transport of cartons and parcels - E-commerce fulfillment hubs to automate order sorting and processing - Manufacturing plants for moving components along production assembly lines - Packaging facilities handling cartons, containers, and packaged goods - Courier and airport logistics systems for baggage and parcel handling
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Bharath Engineering Works, Karnataka Karnataka, India
Karnataka, India
31 yrs
Industrial Equipment & Machinery•Manufacturer
Turn Over
Above ₹10 Crore
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Warehouse Automation Powered Roller Conveyors For Material Handling
Warehouse automation powered roller conveyors efficiently move cartons, pallets, and goods in logistics and manufacturing facilities, reducing labor costs and boosting productivity with reliable motorized material handling systems.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bharath Engineering Works
 Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer