undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Engineered for demanding industrial environments, these polypropylene tanks represent a premium storage solution designed to safely contain and handle a vast array of aggressive ch...
Engineered for demanding industrial environments, these polypropylene tanks represent a premium storage solution designed to safely contain and handle a vast array of aggressive chemicals. Constructed from high-quality polypropylene, they offer exceptional resistance to corrosion and chemical attack, outperforming many traditional materials. Their lightweight nature simplifies installation and reduces structural support requirements, while their inherent rigidity ensures dimensional stability under load. This combination of properties delivers a reliable, long-lasting storage vessel that minimizes operational risk and maintenance demands, providing peace of mind for facility managers and process engineers. These tanks are indispensable across heavy industries, including chemical processing, metal finishing, water treatment, and pharmaceutical manufacturing. In electroplating facilities, they reliably hold plating baths, acids, and rinses. Chemical plants utilize them for storing raw materials, intermediates, and finished products. Their suitability extends to sectors dealing with industrial solvents, cleaning solutions, and aggressive process fluids, where material compatibility and leak prevention are critical for safety, regulatory compliance, and uninterrupted production. The business value of these PP tanks lies in their proven reliability and operational suitability. They offer a significant return on investment by reducing downtime associated with tank failure, maintenance, or replacement. Their durability translates to lower total cost of ownership over their extended service life. By providing a safe, secure, and chemically compatible storage environment, they protect valuable inventory, safeguard personnel and facilities, and ensure consistent process quality. This reliability is a key differentiator, making them a trusted choice for serious industrial buyers who prioritize long-term performance and risk mitigation. Key Features: - Manufactured from high-quality, corrosion-resistant polypropylene material. - Lightweight construction for easier handling and reduced structural support needs. - High tensile strength and excellent dimensional stability under load. - Superior chemical resistance to a broad spectrum of acids, alkalis, and solvents. - Designed for maintenance-free operation and long-lasting durability in industrial settings. Benefits: - Ensures safe and secure storage of aggressive and hazardous industrial chemicals. - Reduces long-term operational costs through minimal maintenance and high durability. - Provides reliable performance that minimizes production downtime and operational risk. - Offers a versatile storage solution suitable for a wide range of industrial processes. - Delivers excellent return on investment with a long service life and dependable containment.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
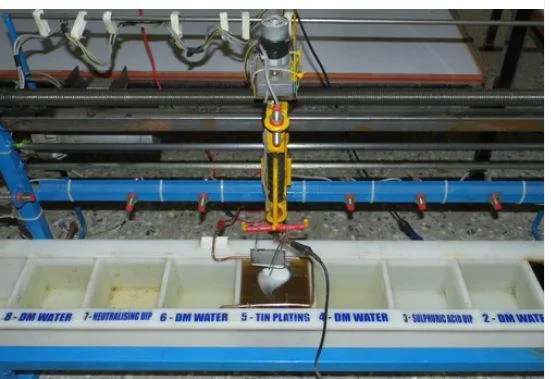
These polypropylene tanks serve as essential storage vessels across numerous industrial sectors where safe containment of aggressive chemicals is paramount. Their inherent resistance to a wide range of acids, alkalis, and solvents makes them a foundational component in process and storage infrastructure, ensuring operational continuity and safety. The versatility of PP tanks extends to handling various liquid states and process conditions, from simple static storage to integration within active processing lines. This adaptability, combined with their robust construction, supports critical operations in demanding environments, providing a reliable solution for long-term chemical management and industrial fluid handling needs. Real-world applications: - Secure storage for industrial acids, alkalis, and corrosive chemical solutions. - Primary containment vessels within electroplating and metal finishing process lines. - Holding tanks for industrial solvents, cleaning agents, and process fluids. - Intermediate bulk storage for chemical manufacturing and distribution facilities. - Process tanks for water treatment, pharmaceutical, and specialty chemical production.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
| Payment Methods |
|
Company Profile
Pearl Electroplating Equipments, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Industrial Polypropylene Tanks For Chemical Storage And Electroplating
Polypropylene (PP) tanks from reliable manufacturers offer superior corrosion-resistant chemical storage for electroplating and industrial applications, featuring high tensile strength, durability, and maintenance-free operation.
Min. Order Quantity: 1 pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Pearl Electroplating Equipments
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer