undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Premium polyimide foam insulation represents the advanced standard for thermal management in extreme temperature applications. This engineered material combines exceptional thermal...
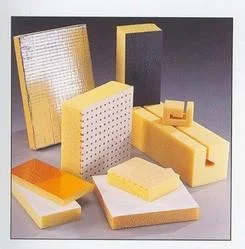
Premium polyimide foam insulation represents the advanced standard for thermal management in extreme temperature applications. This engineered material combines exceptional thermal stability with mechanical resilience, operating reliably across a broad temperature range from -200°C to +300°C. Its closed-cell structure provides superior insulation efficiency while maintaining minimal weight, making it ideal for applications where both thermal performance and weight reduction are critical. The inherent flame resistance with UL94 V-0 rating and low smoke emission ensures compliance with the strictest safety standards across regulated industries. This insulation serves essential functions in aerospace, automotive, and industrial sectors where thermal protection cannot be compromised. Aerospace applications utilize it for aircraft interior panels, engine bay insulation, and avionics protection, meeting rigorous FAA and EASA certification requirements. Automotive manufacturers integrate it into engine compartments, exhaust systems, and battery thermal management in electric vehicles. Industrial facilities depend on its high-temperature performance for pipe insulation, furnace linings, and equipment protection in chemical processing, oil and gas operations, and power generation where operational safety depends on reliable thermal management. The value proposition centers on unmatched reliability, longevity, and consistent performance under extreme conditions. Unlike conventional insulation that degrades with thermal cycling, polyimide foam maintains its thermal properties and structural integrity through repeated exposure to high temperatures and mechanical stress. This durability translates directly to reduced maintenance costs, extended service intervals, and enhanced operational safety. The material's precision engineering allows for optimal installation with minimal waste, delivering excellent return on investment through energy conservation, reduced downtime, and long-term performance consistency in specific application environments. Key Features: - Exceptional thermal stability maintaining consistent performance from -200°C to +300°C - Inherent flame resistance with UL94 V-0 rating and minimal smoke emission - Lightweight closed-cell foam structure with excellent strength-to-weight characteristics - Superior chemical resistance against oils, solvents, and industrial chemicals - Dimensional stability maintaining form and function through thermal cycling and mechanical stress Benefits: - Reliable thermal protection in extreme environments ensuring equipment safety and longevity - Compliance with stringent fire safety regulations across aerospace, automotive, and industrial sectors - Weight reduction advantages without compromising insulation performance or durability - Reduced maintenance costs through material longevity and resistance to degradation - Enhanced operational efficiency through consistent thermal management and energy conservation
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This premium polyimide foam insulation addresses critical thermal challenges where standard materials fail. Its exceptional heat resistance, combined with lightweight durability, makes it the go-to solution for environments demanding both performance and safety. The material withstands continuous thermal cycling while maintaining structural integrity, ensuring long-term reliability in the most demanding applications. Engineered for precision installation, this insulation material adapts to complex geometries and confined spaces across multiple sectors. It provides effective heat shielding and fire protection while meeting stringent industry regulations. From aircraft cabins to industrial processing lines, it delivers consistent thermal management that protects equipment, enhances safety, and improves operational efficiency in high-temperature environments. - Aircraft and spacecraft interior insulation for cabin temperature regulation and fire barrier systems - Automotive engine compartments and exhaust heat shielding in performance and electric vehicles - Industrial pipe and equipment insulation in chemical plants and refineries with high-temperature processes - Thermal management for sensitive electronics and avionics requiring lightweight, fire-safe materials - Marine engine room and compartment insulation providing thermal protection in compact vessel spaces
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Arizona Tech- Zeal, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•Trading CompanyDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Aerospace Automotive Industrial Polyimide Foam Insulation High Temp
High-temperature polyimide foam insulation for aerospace, automotive, and industrial use. This lightweight, flame-resistant material provides reliable thermal management in extreme environments from -200°C to +300°C.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Arizona Tech- Zeal Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryTrading Company