undefined
Apparel & Fashion
Loading subcategories...
View More

Description
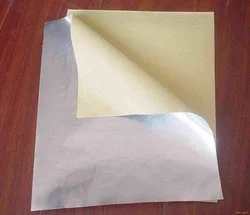
Our premium poly coated glassine paper represents a specialized packaging solution engineered for consistent performance and reliability. This advanced material features a precisel...
Our premium poly coated glassine paper represents a specialized packaging solution engineered for consistent performance and reliability. This advanced material features a precisely applied polyethylene coating that transforms traditional glassine into a superior barrier substrate while maintaining its inherent smoothness and flexibility. The manufacturing process ensures uniform coating thickness and dependable performance across all production batches, providing a material that meets stringent quality standards. This product combines the traditional benefits of glassine—including natural transparency and smooth surface characteristics—with modern coating technology to address contemporary packaging challenges while supporting responsible material sourcing practices. This poly coated glassine paper serves critical functions across multiple industries where moisture protection and product integrity are essential. In food packaging applications, it provides reliable wrapping for baked goods, confectionery items, and frozen foods, preventing moisture migration while maintaining product freshness. Pharmaceutical operations utilize it for medical device packaging and drug wrapping where consistent barrier properties against moisture and contaminants are necessary for product safety. Industrial manufacturers employ it as release liners for adhesive products and as protective interleaving for sensitive materials during production processes. The printing industry values it for high-end label applications where its smooth surface accepts premium printing while providing underlying protection for finished products. The operational value of our poly coated glassine paper extends beyond technical specifications to deliver measurable advantages in production environments. Its reliability ensures consistent performance on high-speed packaging lines, reducing downtime and material waste while increasing production efficiency. The material's availability in various specifications allows matching coating weight, paper basis weight, and dimensions to specific application requirements, enabling optimized performance and cost management. Its superior barrier properties help extend product shelf life, minimize returns due to packaging failures, and support quality presentation through premium packaging. The product's compliance with food contact regulations and consideration of recyclable components provides additional value in markets focused on responsible material usage and regulatory compliance. Key Features: - Uniform polyethylene coating providing consistent moisture and grease resistance - High transparency and smooth surface supporting excellent product visibility - Available in various coating weights and paper densities for specific applications - Excellent machinability and reliable performance on high-speed packaging equipment - Temperature stability maintaining consistent performance across climate conditions Benefits: - Reliable moisture barrier protection extending product shelf life and freshness - Consistent performance reducing production downtime and material waste - Versatile applications across food, pharmaceutical, and industrial sectors - Smooth surface quality supporting premium printing and presentation - Dependable material integrity throughout handling and storage conditions
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This poly coated glassine paper delivers exceptional performance as a barrier material across demanding industries. Its precise polyethylene coating creates reliable resistance to moisture, grease, and oils while maintaining the paper's natural flexibility and strength. This combination makes it ideal for applications where product protection and preservation are critical to maintaining quality throughout handling and storage. The material's versatility supports efficient operations in food packaging, pharmaceutical wrapping, and industrial manufacturing. Its consistent transparency allows for product visibility while providing essential protection from environmental factors. Businesses appreciate its reliable performance on packaging machinery, maintaining integrity across different temperature conditions during production, transportation, and storage. Real-world applications: - Food packaging for baked goods, snacks, and frozen products requiring reliable moisture barrier protection - Pharmaceutical wrapping for medical devices and drug packaging needing consistent sterile barriers - Industrial applications as release liners for adhesives and composite materials manufacturing - Printing and labeling surfaces for high-quality graphic applications requiring smooth finish - Protective wrapping for sensitive components and luxury items needing elegant presentation
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Arun Overseas net, Haryana
 Haryana, India
Haryana, India
Packaging & Printing•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Premium Poly Coated Glassine Paper For Moisture Resistance
Premium poly coated glassine paper provides superior moisture resistance and durability for food packaging, medical wraps, and industrial applications. This reliable material offers consistent barrier protection and is available in custom sizes and coatings to meet specific needs.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Arun Overseas net Haryana, India
Haryana, India
Packaging & PrintingManufacturer