undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Our industrial plate finned tubes are engineered for high-performance heat transfer in demanding environments, using premium materials like aluminum, copper, and stainless steel to...
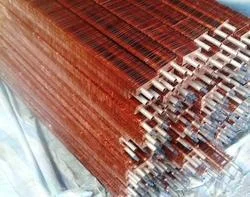
Our industrial plate finned tubes are engineered for high-performance heat transfer in demanding environments, using premium materials like aluminum, copper, and stainless steel to ensure exceptional thermal conductivity, corrosion resistance, and long service life. The design maximizes surface area to facilitate efficient heat exchange between fluids and gases, providing reliable operation under extreme conditions. Each tube meets rigorous industrial standards, delivering consistent performance and durability for critical applications where efficiency and reliability are paramount. This precision engineering supports optimal thermal management without compromising on structural integrity or operational safety. These tubes are widely utilized in power generation, chemical processing, oil and gas, HVAC, and refrigeration industries. In power plants, they function in economizers and condensers; in chemical facilities, they handle aggressive media; in HVAC systems, they enable efficient air heating and cooling; and in oil refineries, they maintain precise process temperature control. Their adaptability and robustness make them suitable for diverse industrial needs, ensuring they perform effectively across various applications while withstanding harsh operational environments and reducing system downtime. We provide reliable solutions backed by stringent quality assurance processes, with each tube undergoing rigorous testing to guarantee durability, efficiency, and consistency. This focus on quality ensures our products help lower operational costs, minimize maintenance requirements, and enhance overall system reliability. Trusted by industrial buyers worldwide, our plate finned tubes offer a blend of innovation, dependability, and cost-effectiveness, making them an ideal choice for serious professionals seeking long-term value and performance in their heat exchange systems. Key Features: - High thermal conductivity materials for efficient heat transfer. - Premium construction ensures durability and longevity. - Corrosion-resistant design for harsh environments. - Rigorous quality checks guarantee reliable performance. - Maximized surface area enhances thermal exchange efficiency. Benefits: - Reduces energy consumption and operational costs. - Ensures long service life with minimal maintenance. - Suitable for extreme temperature and pressure conditions. - Enhances system reliability and productivity. - Supports consistent performance in diverse applications.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Plate finned tubes maximize thermal transfer efficiency in air and gas heating or cooling systems, providing reliable performance in demanding industrial environments. Their robust construction ensures consistent operation in high-temperature and high-pressure conditions, making them essential for energy recovery and temperature control processes across multiple sectors. These components are integral to air coolers, economizers, heaters, and condensers, supporting operational efficiency and energy savings in critical industrial systems. Commonly used in HVAC systems, power generation plants, chemical processing units, refrigeration systems, and oil and gas facilities, these tubes enhance heat exchange while reducing energy consumption. Their design supports continuous operation in harsh conditions, ensuring long-term reliability and minimal maintenance needs for industrial infrastructure. The versatility of plate finned tubes makes them suitable for diverse applications where efficient thermal management is crucial for productivity and safety. - Process temperature management in chemical and petrochemical plants. - Air cooling and heating coils in commercial and industrial HVAC systems. - Economizers and condensers in thermal and nuclear power generation facilities. - Evaporators and condensers in refrigeration and air conditioning units. - Heating and cooling systems in oil, gas, and petroleum refineries.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Patel Engineering Co, Madhya Pradesh
 Madhya Pradesh, India
Madhya Pradesh, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Heat Exchanger Plate Finned Tubes For HVAC Power Chemical
Industrial heat exchanger plate finned tubes deliver superior thermal efficiency and durability for HVAC, power, and chemical applications with high-grade materials and reliable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Patel Engineering Co Madhya Pradesh, India
Madhya Pradesh, India
Industrial Equipment & MachineryManufacturer







