undefined
Apparel & Fashion
Loading subcategories...
View More

Description
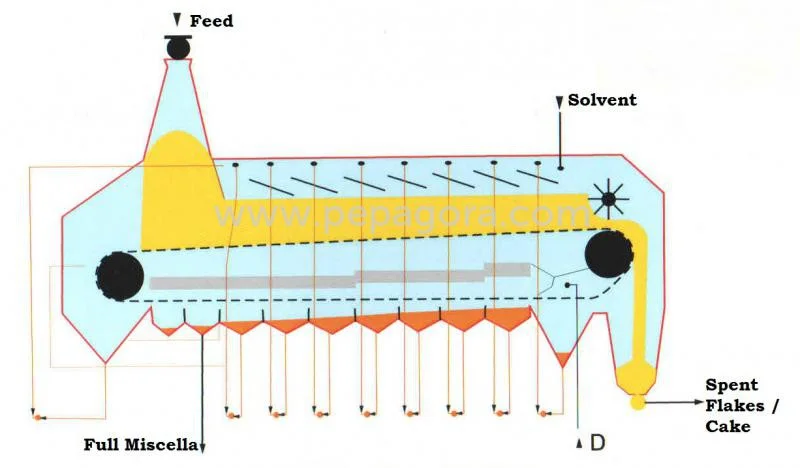
Our physical refining and deodorization system represents cutting-edge technology in edible oil processing, designed to meet the rigorous demands of modern manufacturing facilities...
Our physical refining and deodorization system represents cutting-edge technology in edible oil processing, designed to meet the rigorous demands of modern manufacturing facilities. Utilizing steam distillation under high vacuum and moderate temperature conditions, this advanced system efficiently removes free fatty acids while maintaining the oil's essential nutritional components. The integrated process combines physical refining with comprehensive deodorization, featuring specialized technical facilities for optimal impurity removal. This sophisticated approach guarantees superior oil quality with minimal nutrient degradation, producing premium edible oils that consistently meet international quality standards and regulatory compliance requirements. This refining technology serves a diverse range of industries including food processing, nutritional supplement manufacturing, and industrial applications. Edible oil producers rely on the system for processing palm oil, soybean oil, sunflower oil, and various specialty oils with consistent results. The health food and nutritional industries benefit from its capability to produce high-purity oils for sensitive applications requiring strict quality control. Additionally, manufacturers in renewable energy sectors utilize this technology for purifying vegetable oils and waste oils for biofuel production, while animal nutrition companies employ it for refining animal fats and fish oils. The system's operational versatility makes it equally effective for large-scale refineries and specialized processing facilities across multiple market segments. The system delivers substantial business value through enhanced operational efficiency and superior product quality. Its proven reliability ensures consistent output with minimal operational interruptions, while the advanced engineering design significantly reduces energy consumption and operating expenses. The technology's inherent flexibility accommodates specific production requirements and various oil types, providing a distinct competitive advantage in quality-focused markets. Constructed with durable materials and engineered for long-term performance, the system offers excellent return on investment through improved product yields, reduced processing waste, and full compliance with international food safety and quality standards. Key Features: - Advanced steam distillation technology for efficient free fatty acid removal - High vacuum operation at controlled moderate temperatures for optimal oil preservation - Integrated deodorization system for complete odor and impurity elimination - Flexible configuration adaptable to different oil types and production volumes - Robust construction using quality materials ensuring long-term operational reliability Benefits: - Consistent production of high-purity edible oils meeting international standards - Enhanced product shelf life and stability through effective impurity removal - Reduced energy consumption and lower operational costs - Improved processing efficiency with minimal nutrient loss - Reliable performance with durable construction for long-term operation
Specifications
| Attribute | Value |
|---|---|
| Brand Name | |
| Condition | |
| Material | |
| Model Number | |
| Color | |
| Size | |
| Feature | |
| Place of Origin | |
| Application | |
| Usage |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
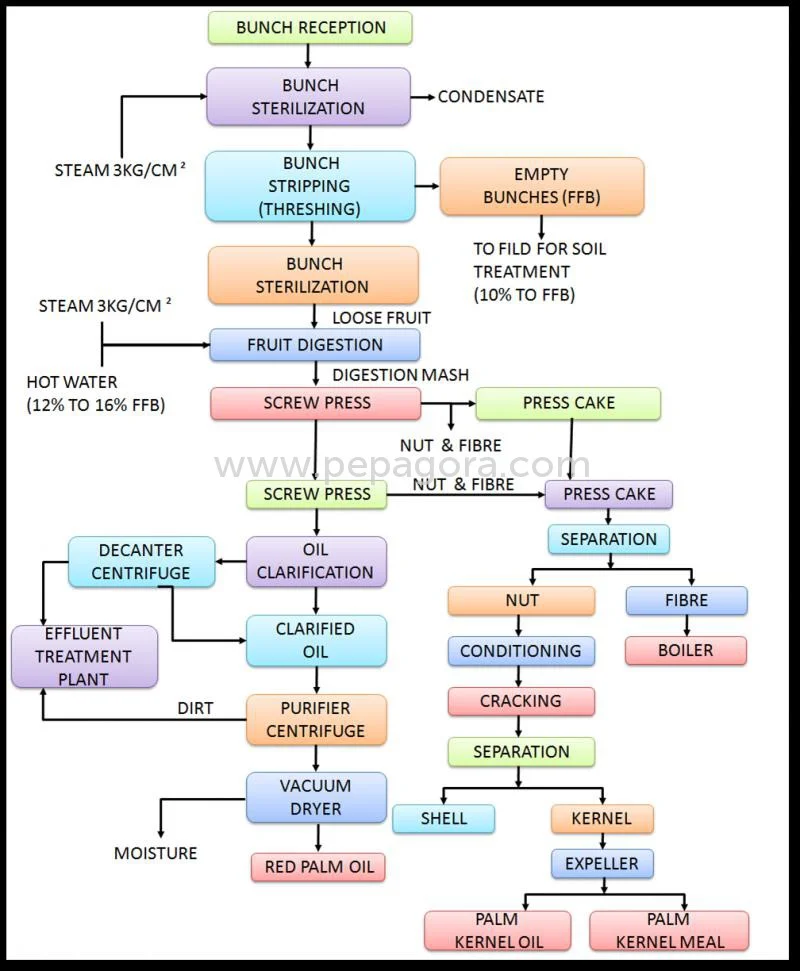
Our physical refining and deodorization system transforms crude edible oils into premium-grade products through advanced steam distillation technology. This process effectively eliminates free fatty acids, odors, and impurities while preserving the oil's natural nutritional properties. The system operates under precise vacuum conditions and controlled temperatures to ensure optimal quality and stability for various industrial applications and consumer products. The technology serves multiple sectors including food processing, specialty oil production, and industrial manufacturing. Industries benefit from consistent output quality, extended product shelf life, and reduced oxidation. The system's engineering allows adaptation for different oil types and production requirements, making it suitable for both large-scale refineries and specialized processing operations across global markets. - Production of high-quality cooking oils for household and food service use - Refining of palm oil, soybean oil, and sunflower oil for food manufacturing - Processing of specialty oils for health food and nutritional supplement industries - Purification of animal fats and fish oils for feed and industrial applications - Treatment of vegetable oils for biofuel production and renewable energy sectors
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Muez Hest India Pvt Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Food & Agriculture•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Edible Oil Processing Physical Refining And Deodorization System
Edible oil processing physical refining and deodorization system efficiently removes free fatty acids using steam distillation under high vacuum for high-purity edible oils used in food manufacturing and industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Muez Hest India Pvt Ltd Maharashtra, India
Maharashtra, India
Food & AgricultureManufacturer