undefined
Apparel & Fashion
Loading subcategories...
View More

Description
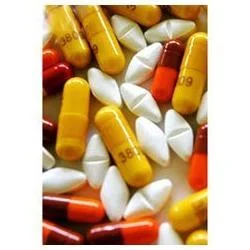
Our Medical Grade Pharmaceutical Capsules represent a premium delivery system manufactured from high-quality pharmaceutical gelatin. These capsules arrive pre-closed and separated,...
Our Medical Grade Pharmaceutical Capsules represent a premium delivery system manufactured from high-quality pharmaceutical gelatin. These capsules arrive pre-closed and separated, offering immediate readiness for filling operations while maintaining strict hygiene standards. The medical-grade material ensures compatibility with a wide range of active pharmaceutical ingredients while providing excellent barrier properties against moisture and environmental factors. Designed with a round and solid shape, they offer consistent dissolution characteristics and optimal swallowability for patient comfort. Each batch undergoes rigorous quality testing to meet stringent pharmaceutical standards, making them suitable for both prescription medications and health supplements where reliability cannot be compromised. These capsules serve critical roles across the pharmaceutical manufacturing industry, including companies producing prescription medications, over-the-counter drugs, and nutraceutical supplements. Pharmaceutical manufacturers utilize them for antibiotics, pain management formulations, and medications for chronic conditions. Nutraceutical producers rely on them for vitamin supplements, herbal products, and dietary additives. Veterinary pharmaceutical companies employ these capsules for animal health medications, while research institutions use them in clinical trials and experimental drug development. The consistent quality and performance make them suitable for automated filling lines and manual operations alike, supporting diverse production scales and requirements. The business value of these pharmaceutical capsules lies in their combination of reliability, manufacturing efficiency, and quality assurance. The pre-closed and separated design significantly reduces production time by eliminating the need for capsule preparation before filling. This streamlined process minimizes handling errors and contamination risks while increasing overall production throughput. The medical-grade gelatin ensures optimal protection for sensitive ingredients, maintaining potency and stability throughout distribution and storage. Customizable color options provide important product identification benefits, supporting inventory management and reducing medication errors. The consistent dissolution profile ensures predictable drug release and bioavailability, directly contributing to treatment efficacy and positive patient outcomes. Key Features: - Manufactured from medical grade pharmaceutical gelatin for safety and compatibility - Pre-closed and separated status for immediate filling readiness - Customizable colors available for product identification and differentiation - Round and solid shape designed for optimal swallowability and consistent dissolution - Suitable for encapsulating medications targeting various infections and bodily dysfunctions Benefits: - Streamlined manufacturing process reduces production time and handling errors - Excellent barrier properties protect sensitive ingredients from moisture and oxygen - Custom color options support brand recognition and inventory management - Consistent dissolution profile ensures predictable medication release and bioavailability - Medical-grade construction meets stringent pharmaceutical quality standards
Specifications
| Attribute | Value |
|---|---|
| Grade | Medical Grade |
| Material | Pharmaceutical Gelatin |
| Price | Depend On Sizes And Colors |
| Color | Customize |
| Item | Medical Capsule |
| Status of Capsule | Pre-Closed And Separated |
| Shape | Round &Solid |
| Usage | Various Infections And Other Bodily Dysfunctions |
| Type | Pharmaceutical Capsules |
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
These medical grade gelatin capsules are engineered for efficient pharmaceutical manufacturing. Their pre-closed and separated design streamlines the filling process, reducing handling time and minimizing contamination risks during production. The capsules provide excellent protection for sensitive active ingredients, ensuring stability and potency throughout the shelf life. This reliability makes them suitable for high-volume production environments where consistency and quality control are paramount. Pharmaceutical manufacturers across multiple sectors utilize these capsules for their versatility and compliance with industry standards. The customizable color options allow for clear product identification and differentiation within product lines. From prescription medications to over-the-counter supplements, these capsules deliver consistent performance. Their round and solid shape ensures predictable dissolution profiles and optimal patient swallowability, supporting treatment adherence and therapeutic outcomes across diverse patient populations. - Encapsulating antibiotics and antiviral medications for treating bacterial and viral infections - Delivering nutritional supplements including vitamins, minerals, and herbal extracts - Manufacturing prescription drugs for chronic conditions like hypertension and diabetes - Producing veterinary medications for livestock and companion animal healthcare - Developing clinical trial formulations for pharmaceutical research and testing
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Mercury Medicare, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Health & Personal Care•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
North America
Oceania
Eastern Asia
Western Europe
Medical Grade Pharmaceutical Capsules Pre Closed Separated Gelatin
Medical Grade Pharmaceutical Capsules Pre Closed Separated Gelatin for easy filling and reliable medication delivery. Customizable colors and sizes for various infections and bodily dysfunctions.
Min. Order Quantity: 100000 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Mercury Medicare
 Tamil Nadu, India
Tamil Nadu, India
Health & Personal CareManufacturer