undefined
Apparel & Fashion
Loading subcategories...
View More
Description
PE coated paper and board represent specialized packaging materials engineered for superior moisture resistance and product protection. These materials feature a precisely applied ...
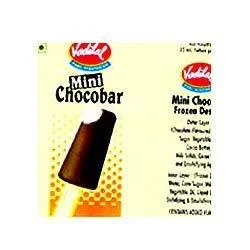
PE coated paper and board represent specialized packaging materials engineered for superior moisture resistance and product protection. These materials feature a precisely applied polyethylene coating that creates an effective barrier against humidity, grease, and external contaminants. The coating process ensures uniform coverage and consistent performance, making these materials reliable for demanding packaging applications. Available in various thicknesses and coating densities, they offer flexibility to meet specific product requirements while maintaining structural integrity. The material's composition provides excellent printability for branding and regulatory information, ensuring both functional performance and visual appeal in packaging solutions. Industries with stringent quality requirements consistently choose PE coated paper and board for their critical packaging needs. Pharmaceutical manufacturers rely on these materials for packaging moisture-sensitive products like tablets, capsules, and powder formulations where humidity control is essential. Food processing companies utilize them for packaging coffee, spices, dry fruits, and concentrates where freshness preservation directly impacts product quality. Consumer goods manufacturers depend on these coated materials for products like detergents, ice cream, and tea that require moisture barriers during storage. The medical industry benefits from their protective qualities for sterile products, while industrial applications include electronic components and specialty chemicals needing environmental protection. The business value of PE coated paper and board centers on their proven reliability and cost-effective product protection. These materials significantly reduce product spoilage by maintaining optimal conditions throughout the supply chain, protecting both product quality and brand reputation. Their durability ensures products reach end-users in perfect condition, minimizing returns and customer complaints. The moisture barrier properties extend product shelf life, providing tangible value for perishable and sensitive items. This reliability translates to consistent performance in various environmental conditions, making them a trusted choice for businesses prioritizing quality assurance and consumer safety in their packaging solutions. Key Features: - Polyethylene coating provides superior moisture and humidity resistance for product protection - Available in multiple thickness options to accommodate different packaging requirements - Excellent barrier properties against grease, oils, and external environmental contaminants - Consistent coating quality ensures uniform protection across all material surfaces - Suitable for high-speed automated packaging lines with reliable performance Benefits: - Extends product shelf life by preventing moisture-related spoilage and degradation - Maintains product quality and integrity throughout storage and transportation - Reduces product losses and returns through reliable protective packaging - Supports brand reputation by ensuring products reach consumers in optimal condition - Provides cost-effective protection compared to alternative packaging solutions
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
PE coated paper and board deliver essential moisture barrier protection for products sensitive to humidity and environmental factors. The polyethylene coating creates a reliable shield that prevents moisture ingress, maintains product integrity, and extends shelf life during storage and transportation. This protection is crucial for maintaining quality standards and preventing spoilage across various industrial applications. Multiple sectors utilize these coated materials for their primary and secondary packaging requirements. The versatility allows adaptation to different product shapes and sizes while maintaining consistent barrier performance. From dry powders to perishable items, these materials provide dependable protection that meets industry standards for safety and preservation. Their reliability makes them suitable for automated packaging lines and various distribution environments. - Pharmaceutical packaging for tablets, capsules, powder medicines, and medical supplements requiring moisture protection - Food industry applications for coffee packaging, spice containers, dry fruit pouches, and juice concentrate wrappers - Consumer goods packaging including detergent cartons, ice cream containers, and tea packaging materials - Medical product protection for condom packaging, sterile wipes, and medical device wrapping - Industrial packaging for electronic components, tobacco products, and specialty chemicals needing moisture barriers
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Yogeshwar Polymers, Gujarat
 Gujarat, India
Gujarat, India
Distributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
PE Coated Paper And Board For Moisture Resistant Packaging
PE Coated Paper and Board provides superior moisture-resistant packaging for pharmaceuticals, food, and consumer goods. This reliable material ensures product protection with durable barrier properties against humidity and contaminants.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Yogeshwar Polymers Gujarat, India
Gujarat, India
Distributor / Wholesaler