undefined
Apparel & Fashion
Loading subcategories...
View More

Description
This industrial pasteurizer represents precision engineering for food safety applications, utilizing advanced thermal treatment technology to eliminate harmful pathogens while pres...
This industrial pasteurizer represents precision engineering for food safety applications, utilizing advanced thermal treatment technology to eliminate harmful pathogens while preserving product quality. Constructed from durable stainless steel with food-grade safety certification, the equipment offers both continuous and batch operation modes to accommodate varying production volumes and product types. The system's intelligent heat processing maintains precise temperature control throughout the treatment cycle, ensuring consistent results that meet international food safety standards. Designed for reliability in demanding production environments, this pasteurizer helps processors achieve extended shelf life without compromising the nutritional value or sensory characteristics of their products. Food processing industries worldwide implement this pasteurization technology across multiple sectors. Dairy processors utilize it for milk, cream, and cultured products, while beverage manufacturers apply it to juices, nectars, and functional drinks. Packaged food producers rely on the equipment for sauces, dressings, soups, and ready-to-eat meals that require extended shelf stability. The technology also serves specialty applications in breweries, wineries, and nutraceutical production where specific thermal treatment protocols are necessary. This versatility makes the pasteurizer valuable for facilities processing both high-volume commodity products and specialized artisanal items. Businesses investing in this pasteurization equipment gain significant value through enhanced product safety, reduced spoilage, and compliance with regulatory requirements. The machine's robust construction minimizes maintenance requirements and operational downtime, while its energy-efficient design helps control production costs. The reliability of consistent thermal processing translates to fewer product recalls and stronger brand reputation for safety-conscious manufacturers. By extending shelf life through proper pasteurization, processors can expand distribution reach, reduce waste, and improve overall supply chain efficiency, delivering tangible returns on investment through both operational savings and market expansion opportunities. Key Features: - Constructed with durable stainless steel for longevity and corrosion resistance - Utilizes precise thermal treatment technology for consistent pathogen elimination - Offers both continuous and batch operation modes for production flexibility - Maintains food-grade safety standards throughout all contact surfaces - Provides reliable heat processing with accurate temperature control systems Benefits: - Extends product shelf life significantly by eliminating spoilage microorganisms - Ensures compliance with food safety regulations and quality standards - Preserves nutritional value and sensory qualities of processed products - Reduces operational costs through energy-efficient thermal processing - Minimizes product waste and recall risks through consistent treatment results
Specifications
| Attribute | Value |
|---|---|
| TypeTechnologyMaterialSafetyOperationFunction |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This pasteurizer is engineered for food production facilities that require reliable thermal processing to ensure product safety and extend shelf life. Its robust stainless steel construction and food-grade safety standards make it suitable for handling various liquid and semi-liquid food products in demanding industrial environments. The machine's flexible continuous or batch operation modes allow integration into different production line configurations, providing operational versatility for processors of all sizes. Industries ranging from dairy and beverage to packaged foods rely on this equipment to meet stringent food safety regulations. The thermal treatment technology effectively destroys harmful microorganisms while preserving the nutritional and sensory qualities of the processed products. This makes the pasteurizer essential for businesses focused on delivering safe, high-quality food items to consumers while minimizing spoilage and waste throughout the supply chain. - Dairy processing plants for milk, cream, yogurt, and cheese products requiring precise pasteurization - Juice and beverage manufacturers ensuring product safety while maintaining flavor profiles - Sauce, dressing, and condiment production facilities for shelf-stable products - Breweries and wineries implementing pasteurization for certain product lines - Prepared food manufacturers processing soups, broths, and liquid meal components
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Sujay Industries, Karnataka Karnataka, India
Karnataka, India
Manufacturer
Factory Details
Factory Size1000-5000 sqm
Main Markets
Southeast Asia
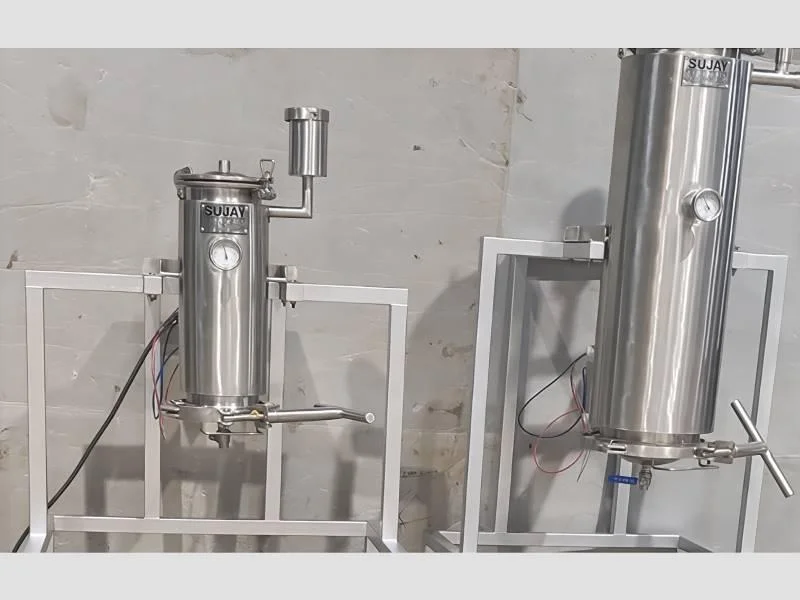
Food Processing Stainless Steel Pasteurizer For Thermal Treatment
Stainless steel pasteurizer for food processing uses thermal treatment technology for continuous or batch operation, ensuring food-grade safety through precise heat processing to enhance shelf life and product safety.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Sujay Industries
 Karnataka, India
Karnataka, India
Manufacturer