undefined
Apparel & Fashion
Loading subcategories...
View More
Description
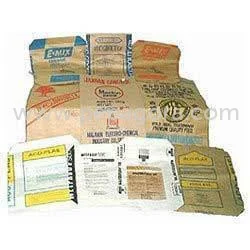
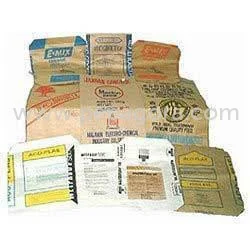
We manufacture premium multiwall paper bags specifically designed for industrial packaging applications requiring robust protection and reliability. These bags are engineered to ha...
We manufacture premium multiwall paper bags specifically designed for industrial packaging applications requiring robust protection and reliability. These bags are engineered to handle dry flowable materials including tea, spices, flour, guar gum, and various chemicals with exceptional security. Available in custom sizes with optional gussets, they feature two-color flexographic printing for clear product identification and branding purposes. Constructed from 2 to 5 plies of high-grade ESKP paper, our bags deliver superior strength, durability, and protective qualities that ensure your products remain intact and uncontaminated during storage and transit operations. Our commitment to quality manufacturing and reliable performance establishes us as a trusted packaging partner for businesses seeking dependable bulk packaging solutions. These multiwall paper bags serve numerous industries including food processing, agricultural production, chemical manufacturing, and industrial processing. Food producers utilize them for packaging tea, spices, flour, and other dry ingredients due to their safe, non-toxic properties and excellent preservation qualities. Chemical manufacturers depend on their structural integrity to handle guar gum and various industrial materials safely. Agricultural sectors employ them for grains, seeds, and other produce, while export-oriented businesses value their durability for international shipping requirements. The adaptability and versatility of these bags make them suitable for any industry requiring secure, bulk packaging with optional customization through printing for enhanced product identification and market presence. Investing in our multiwall paper bags delivers substantial business value through improved product protection, reduced damage rates, and enhanced operational efficiency. Their reliable construction minimizes spillage, contamination, and product loss, thereby safeguarding your merchandise and maintaining your reputation in the marketplace. The customization options available allow for clear brand differentiation and improved market visibility. With consistent supplier reliability and maintained quality standards, these bags help reduce overall packaging costs while meeting specific industry requirements and regulations. They represent a practical, cost-effective solution for businesses seeking to optimize their packaging processes, ensure customer satisfaction, and maintain competitive advantage in their respective markets. Key Features: - Custom sizes available with optional gussets to accommodate specific packaging requirements - Two-color flexographic printing capability for product identification and branding - Constructed with 2 to 5 plies of high-grade ESKP paper for exceptional strength - Specifically designed for packaging tea, spices, flour, guar gum, and industrial chemicals - Robust multi-ply construction ensures durability throughout storage and transportation Benefits: - Enhanced product protection reduces damage rates and minimizes material loss - Customizable features accommodate specific operational and branding requirements - Superior strength and durability ensure safe handling and transportation - Cost-effective packaging solution optimizes operational efficiency - Reliable performance maintains product integrity and supports customer satisfaction
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial multiwall paper bags deliver exceptional strength and protection for bulk materials across diverse sectors. Engineered with 2-5 ply construction using high-grade ESKP paper, they ensure safe storage and transportation while resisting moisture and maintaining stacking integrity. These bags support operational efficiency with reliable performance in demanding environments where product security is paramount. These versatile bags are ideal for packaging dry flowable products including food ingredients, agricultural goods, and industrial materials. Customizable with gussets and two-color printing options, they meet specific functional requirements while providing cost-effective bulk packaging solutions. Manufacturers, processors, and distributors consistently choose these bags for their proven durability and adaptability to various industry standards and handling conditions. - Packaging and transportation of tea leaves and powdered spices for food processing operations - Secure storage and distribution of flour, grains, and agricultural products for milling facilities - Safe handling and shipping of industrial chemicals and guar gum for manufacturing plants - Branded packaging for food products with custom printing for identification and marketing - Export packaging for commodities requiring durable, moisture-resistant multi-ply protection
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Newage Laminators Pvt Ltd, Haryana
 Haryana, India
Haryana, India
Packaging & Printing•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Multiwall Paper Bags For Tea Spices Flour Guar Gum Chemicals
Premium multiwall paper bags for industrial packaging of tea, spices, flour, guar gum, and chemicals. Custom sizes, gussets, and 2-color printing. Reliable, strong 2-5 ply construction for safe bulk transport.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Newage Laminators Pvt Ltd Haryana, India
Haryana, India
Packaging & PrintingManufacturer