undefined
Apparel & Fashion
Loading subcategories...
View More

Description
The Mark Industrial Grain Color Sorter represents advanced sorting technology for multi-grain applications, combining precision engineering with reliable performance. Featuring 540...
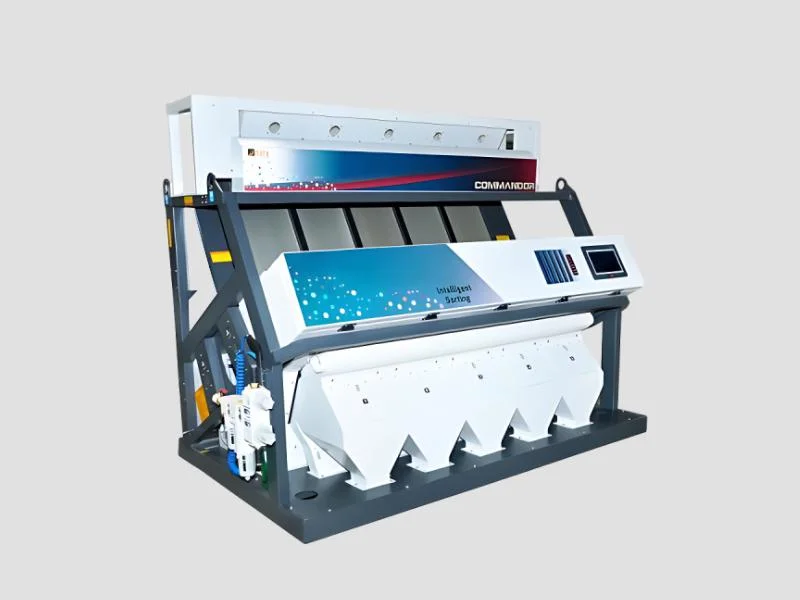
The Mark Industrial Grain Color Sorter represents advanced sorting technology for multi-grain applications, combining precision engineering with reliable performance. Featuring 5400 x 3 Pixel RGB Tri-Chromatic CCD cameras with specialized lenses, this system delivers exceptional accuracy in detecting and removing defective materials. The intelligent 10-inch Color HMI interface provides user-friendly control while customizable chute options from 1 to 12 chutes allow tailored distribution across primary, secondary, and final sorting stages. With output capacities ranging from 0.75 to 9 TPH depending on configuration, this machine ensures continuous operation with minimal maintenance requirements and consistent sorting quality. This color sorting system serves critical functions across multiple food processing industries where quality standards are essential. Rice mills benefit from its capability to remove discolored grains and foreign particles efficiently. Dal processing units rely on its precision for eliminating defective pieces and maintaining product purity. Spice processing plants utilize the technology to ensure consistent color quality and remove impurities. Industrial grain operations depend on its reliability for maintaining export-ready standards, while the machine's versatility also extends to non-food sectors requiring precise color-based separation for various materials. The business value of the Mark Color Sorter lies in its exceptional reliability and customization capabilities, which directly contribute to reduced operational costs and increased production efficiency. By minimizing maintenance requirements and downtime, businesses can maintain consistent output quality while optimizing labor costs. The system's high-precision sorting reduces product waste and ensures premium quality output, enhancing market competitiveness and customer satisfaction. With air and compressor requirements ranging from 28-230 CFM and 10-50 HP screw compressors, the machine offers flexible installation options while maintaining energy efficiency across different production scales and operational environments. Key Features: - 5400 x 3 Pixel RGB Tri-Chromatic CCD cameras with specialized lenses - Configurable 1 to 12 chute options with customizable distribution - 10-inch Color HMI with intelligent image processing interface - Output capacity from 0.75 to 9 TPH based on chute configuration - Air requirement from 28-230 CFM with 10-50 HP screw compressor compatibility Benefits: - High-precision color-based separation for superior product quality - Reduced maintenance requirements and operational downtime - Customizable configurations to match specific production needs - Increased processing efficiency with output up to 9 TPH - Energy-efficient operation with flexible compressor requirements
Specifications
| Attribute | Value |
|---|---|
| Camera Type | 5400 x 3 Pixel RGB Tri-Chromatic CCD with specialized lenses |
| Chute Options | 1 to 12 chutes with customizable distribution (P+S+F) |
| Output Capacity | 0.75 to 9 TPH depending on chute configuration |
| Control Interface | 10-inch Color HMI with intelligent image processing |
| Air & Compressor Requirement | 28–230 CFM; 10–50 HP Screw Compressor |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The Mark Color Sorter excels in high-speed, high-accuracy sorting across food processing industries. Its advanced tri-chromatic camera system and configurable chutes efficiently remove discolored, defective, or foreign particles from grains, pulses, and spices, ensuring exceptional precision and operational reliability for demanding production environments. This machine is ideal for industrial-scale operations including rice mills, dal processing units, and spice processing plants. With output capacities ranging from 0.75 to 9 TPH, it supports packaging lines and export-ready quality standards, handling various grains and materials with consistent performance and minimal maintenance requirements. - Sorting rice varieties to remove discolored grains and foreign materials - Processing dal and pulses to eliminate defective pieces and impurities - Cleaning spices and seeds to ensure premium quality for packaging - Handling grains in industrial mills for consistent color and quality standards - Separating non-food materials like plastics requiring color-based differentiation
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Promech Industries Pvt Ltd, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Food & Agriculture•Manufacturer
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
South Asia
Southeast Asia
Africa
Industrial Grain Color Sorter 5400x3 Pixel CCD 0.75 9 TPH
Mark Industrial Grain Color Sorter with 5400x3 Pixel CCD delivers 0.75-9 TPH precision sorting for grains, pulses, and spices using customizable chute configurations and intelligent processing for reliable food quality control.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Promech Industries Pvt Ltd
 Tamil Nadu, India
Tamil Nadu, India
Food & AgricultureManufacturer