₹
Apparel & Fashion
Loading subcategories...
View More
Description
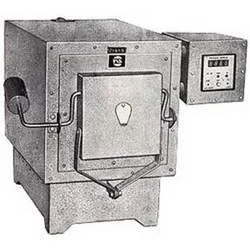
The STANBIO Industrial Muffle Furnace represents precision engineering for high-temperature applications requiring exact thermal control. Designed to achieve maximum working temper...
The STANBIO Industrial Muffle Furnace represents precision engineering for high-temperature applications requiring exact thermal control. Designed to achieve maximum working temperatures of 1100°C, this furnace incorporates advanced heating technology with hairpin-type coiled elements positioned in grooved bricks on all four sides of the chamber, ensuring exceptional heat distribution and thermal efficiency. The unit features heavy insulation using premium quality insulating bricks that minimize heat loss while optimizing energy consumption. Temperature regulation is managed through sophisticated digital electronic controllers paired with Chromel-Alumel thermocouples, providing accurate readings and consistent performance. Operating on standard 230V AC/400V AC 50-cycle power systems, this furnace meets international electrical standards while delivering reliable operation for demanding thermal processes in various industrial settings. This muffle furnace serves critical functions across multiple industrial sectors where thermal processing is fundamental to operations. Metallurgy facilities utilize it for heat treatment processes and metal component annealing. Ceramics manufacturing plants employ it for sintering applications and prototype development. Pharmaceutical laboratories depend on it for precise ash content testing and material purification. Quality control laboratories integrate it into their compliance verification protocols for material testing, while research institutions rely on its capabilities for experimental processes requiring controlled high-temperature environments. The manufacturing sector values its consistent performance for component processing and material preparation, making it an essential tool for operations demanding repeatable thermal accuracy. The business value of the STANBIO Muffle Furnace lies in its exceptional reliability, reduced operational costs through energy-efficient design, and minimal maintenance requirements. Its digital temperature controller ensures process repeatability, significantly reducing material waste and improving yield quality across production cycles. The unit's superior insulation not only conserves energy but also maintains safer external temperatures, protecting operators and surrounding equipment. The durable construction ensures long-term service without performance degradation, providing excellent return on investment for businesses seeking laboratory equipment that delivers consistent results over extended periods. This reliability translates into fewer operational interruptions and higher productivity, making it a valuable asset for serious buyers requiring dependable thermal processing solutions. Key Features: - Maximum working temperature of 1100°C with uniform heat distribution - Hairpin-type coiled heating elements inserted in grooved bricks on four sides - Heavy insulation using premium quality insulating bricks for energy efficiency - Digital electronic temperature controller with Chromel-Alumel thermocouple - Multiple model options with varying chamber sizes and power requirements Benefits: - Consistent thermal performance ensures reliable test results and process outcomes - Energy-efficient design reduces operational costs and environmental impact - Precise temperature control minimizes material waste and improves yield quality - Robust construction provides long service life with minimal maintenance needs - Versatile applications across multiple industries enhance operational flexibility
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The STANBIO Muffle Furnace excels in demanding industrial environments where precise thermal processing is critical. Its advanced digital temperature control system ensures consistent heating up to 1100°C, making it ideal for material testing, research laboratories, and quality assurance protocols. The furnace's robust construction and superior insulation guarantee reliable performance even during extended operation cycles, meeting the stringent requirements of modern industrial standards and laboratory certifications across multiple sectors. Multiple industries benefit from this furnace's versatile high-temperature capabilities. Metallurgy operations utilize it for heat treatment processes, while ceramics manufacturing relies on it for sintering applications. Pharmaceutical laboratories employ it for precise ash content determination, and quality control facilities use it for material verification testing. Research institutions value its consistent performance for experimental processes, making it an essential tool for operations demanding repeatable thermal accuracy and process integrity across diverse applications. - Material testing and sample preparation in industrial research laboratories - Ash content determination for quality compliance in pharmaceutical manufacturing - Sintering ceramic components and metal powders in production environments - Heat treatment processes for metallurgical samples and industrial components - Loss on ignition testing for cement, soil, and environmental analysis
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Bien Artium Natural Science Pvt. Ltd, West Bengal
 West Bengal, India
West Bengal, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Muffle Furnace 1100C Digital Temperature Control
STANBIO Industrial Muffle Furnace delivers precise 1100°C heating with digital temperature control for material testing, research labs, and quality control applications requiring uniform heat distribution and superior insulation.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bien Artium Natural Science Pvt. Ltd West Bengal, India
West Bengal, India
Industrial Equipment & MachineryManufacturer