undefined
Apparel & Fashion
Loading subcategories...
View More
Description
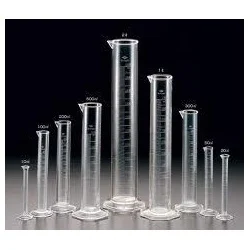
Industrial laboratory measuring cylinders represent professional-grade liquid measurement equipment engineered for accuracy and durability in demanding environments. These precisio...
Industrial laboratory measuring cylinders represent professional-grade liquid measurement equipment engineered for accuracy and durability in demanding environments. These precision instruments feature clear, permanent graduations that enable exact volume readings while minimizing measurement errors. Manufactured with chemical-resistant materials, they withstand exposure to various substances without compromising integrity or accuracy. The sturdy base design prevents tipping and spillage, protecting valuable or hazardous liquids during measurement and transfer operations. Each cylinder undergoes rigorous quality verification to ensure measurement precision and structural reliability before deployment in critical applications. These measuring cylinders find essential application across multiple industries where volumetric accuracy directly impacts operational success and compliance. Pharmaceutical companies utilize them for preparing exact medication formulations and chemical solutions where precise concentrations are mandatory. Educational institutions depend on them for teaching proper measurement techniques and conducting scientific experiments in laboratory settings. Chemical manufacturing facilities rely on them for accurate ingredient proportioning in production processes, while food processing plants employ them for quality assurance and recipe consistency. Research organizations use these cylinders for experimental procedures where even minor measurement variations could invalidate results or compromise research validity. The operational value of these measuring cylinders extends beyond basic measurement functionality to encompass efficiency improvements, compliance assurance, and long-term cost savings. The precision engineering reduces measurement errors and subsequent material waste, directly benefiting operational budgets and resource utilization. The durable construction ensures extended service life, minimizing equipment replacement costs and operational disruptions due to equipment failure. Compliance with industry standards provides confidence that measurement processes meet regulatory requirements without concerns about accuracy affecting compliance status. The reliability of these instruments supports consistent quality control protocols and operational consistency across various applications and environments. Key Features: - Precision graduations for accurate liquid volume measurement - Chemical-resistant construction for handling diverse substances - Sturdy base design to prevent tipping and spills - Durable materials ensuring long-term reliable performance - Clear permanent markings for easy reading and reduced errors Benefits: - Accurate measurements reducing material waste and costs - Chemical resistance extending equipment lifespan - Stable base preventing accidents and liquid loss - Long-term reliability minimizing replacement needs - Easy-to-read markings improving measurement efficiency
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial laboratory measuring cylinders deliver precise volumetric measurement capabilities essential for scientific accuracy and process consistency. These instruments maintain measurement integrity across diverse environments, from research facilities to production floors, where exact liquid quantities directly impact outcomes and quality standards. The robust construction withstands frequent use while ensuring reliable performance in demanding operational conditions where measurement precision cannot be compromised. These measuring cylinders serve critical functions in industries requiring strict adherence to volumetric specifications for compliance, research, or manufacturing processes. From pharmaceutical development to chemical processing and educational settings, these tools provide consistent accuracy where measurement errors could lead to significant operational consequences or safety issues. The durable design ensures long-term reliability in environments where equipment faces regular use and potential exposure to various substances. - Pharmaceutical manufacturing for precise formulation of medications and solutions - Educational institutions for science experiments and laboratory training - Chemical processing plants for accurate ingredient measurement in production - Food and beverage facilities for quality control and recipe standardization - Research laboratories for experimental procedures requiring exact volumes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Bigyan Jantra Silpa, West Bengal
 West Bengal, India
West Bengal, India
Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Laboratory Measuring Cylinders Durable Accurate Liquid Measurement
Industrial laboratory measuring cylinders provide precise liquid measurement with durable construction for scientific and industrial applications. These accurate instruments feature clear graduations and chemical-resistant materials for reliable performance in demanding environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bigyan Jantra Silpa West Bengal, India
West Bengal, India
Manufacturer