undefined
Similar Products







Description
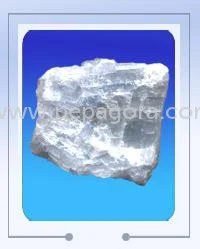
Industrial Manganese Carbonate is a high-purity chemical compound essential for numerous manufacturing and production processes. Known for its reliability and consistent quality, i...
Industrial Manganese Carbonate is a high-purity chemical compound essential for numerous manufacturing and production processes. Known for its reliability and consistent quality, it serves as a trusted raw material for importers, distributors, and industrial users. Available from ready stock, this product ensures timely delivery, helping businesses minimize production downtime. Its versatile nature makes it suitable for a wide range of applications, providing a dependable foundation for achieving efficient and high-quality outcomes in sectors from agriculture to advanced manufacturing. This product finds extensive use across several key industries. In agriculture, it acts as a crucial micronutrient in animal feed and fertilizers, supporting healthy growth and soil enrichment. The ceramics and glass industry utilizes it as a colorant and stabilizer, delivering vibrant and durable finishes in final products. Chemical manufacturers rely on it as a precursor for other manganese compounds and as a catalyst, streamlining complex synthesis processes. Its application extends to areas like water treatment and battery manufacturing, demonstrating its broad utility and critical role in enhancing product performance and supporting sustainable industrial practices. Businesses gain significant value from the reliability and suitability of this Manganese Carbonate. Its high purity minimizes potential contaminants, leading to superior end-products and increased operational consistency. Ready stock availability translates to faster procurement cycles, enabling companies to maintain seamless production schedules and respond quickly to market demands. The compound's stable chemical properties ensure dependable results batch after batch, reducing operational risks. These combined factors deliver tangible business advantages, supporting operational efficiency, product quality, and overall competitiveness in demanding industrial environments. Key Features: - High-purity formulation guarantees consistent quality and reliable performance in applications. - Immediate availability from ready stock for swift dispatch and reduced procurement lead times. - Versatile utility across multiple industrial sectors including agriculture, ceramics, and chemicals. - Stable and predictable chemical properties ensuring dependable results in manufacturing processes. - Supplied in forms suitable for large-scale industrial handling and integration. Benefits: - Consistent high purity minimizes contaminants, leading to better quality finished products. - Ready stock enables faster order fulfillment, helping maintain continuous production operations. - Broad application range provides a single-source solution for diverse industrial needs. - Reliable chemical behavior reduces process variability and supports quality control standards. - Suitable for integration into existing industrial supply chains with minimal adaptation required.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Manganese Carbonate serves as a fundamental raw material across multiple industrial sectors due to its versatile chemical properties. In agriculture, it functions as an essential micronutrient supplement in animal feed and fertilizers, promoting healthy growth and improving soil health. Manufacturers in other fields utilize its consistent properties for reliable production processes and quality outcomes. Within the ceramics and chemical manufacturing industries, this compound is valued for its role as a colorant and precursor material. It ensures vibrant, stable finishes in ceramic glazes and supports efficient synthesis of various manganese derivatives. Its availability and dependable performance make it a preferred choice for operations requiring strict quality adherence and timely material supply. - As a micronutrient in animal feed formulations and agricultural fertilizers to support plant and animal health. - Key ingredient in ceramic and pottery glazes for achieving durable, consistent colors and surface finishes. - Used in the production of dry-cell batteries to enhance performance characteristics and longevity. - Acts as a catalyst and precursor in chemical synthesis for manufacturing other manganese-based compounds. - Employed in water treatment processes to help remove impurities and improve overall water quality.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
A. S. Joshi & Company, Maharashtra
 Maharashtra, India
Maharashtra, India
Distributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Manganese Carbonate For Agriculture Ceramics Chemicals
Industrial Manganese Carbonate for agriculture, ceramics, and chemical manufacturing. High-purity compound available in ready stock from reliable suppliers for consistent industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
A. S. Joshi & Company Maharashtra, India
Maharashtra, India
Distributor / Wholesaler